| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 5. Сушка литейных стержней и литьевых форм.
Сушка литейных стержней и литьевых форм необходима для повышения их прочности, газопроницаемости, уменьшения газотворной способности. Сушка является длительной операцией по сравнению со временем изготовления формы или стержня. Поэтому полностью высушивают только стержни и мелкие формы; крупные формы чаще всего подвергают поверхностному подсушиванию со стороны рабочей, формообразующей поверхности.
Длительность операции сушки зависит от требуемой температуры, массы формы или стержня и других факторов. Время сушки может достигать нескольких часов.
Объемная сушка литейных стержней. Процессы, происходящие при сушке, а также температура сушки зависят от типа связующих. Сушка мелких форм и стержней, в которых связующим служит глина, цемент, сопровождается удалением влаги из связующего. Для связующих каолинитовой глины, цемента температура сушки 350—400°С, для бентонитовой глины — 200°С.
Сушка стержней, изготовленных на масляных связующих, сопровождается окислением масел и полимеризацией —укрупнением молекул. Окисление происходит интенсивно при температуре сушки 170—230°С.
При сушке стержней, изготовленных с применением сульфитной барды, происходит испарение воды, образуется смола, которая обладает упрочняющими свойствами. Декстрин, содержащийся в смесях, при сушке и удалении влаги клейстеризуется. Температура сушки этих смесей 165—190°С.
Стержни, изготовленные с применением жидкостекольных связующих, сушат при температуре 200—250°С пли упрочняют продувкой углекислым газом.
Чтобы предупредить пригар на отливках, стержни окрашивают противопригарными красками. В случае однократного окрашивания краску наносят перед сушкой. Крупные стержни, предназначенные для изготовления отливок с массивными стенками, окрашивают дважды — до сушки и после нее. В этом случае после нанесения второго слоя краски, т. е. после сушки, стержень подсушивают при температуре 120—150°С.
Сушка литейных форм. Для крупных форм используют разнообразные способы поверхностной подсушки загорающимися красками, газовыми горелками, лампами инфракрасного излучения, переносными сушилами.
Подсушка загорающимися красками, которые содержат противопригарные вещества (пылевидный кварц, циркон, графит) и связующие материалы. Растворителем таких красок служат быстро воспламеняющиеся вещества. Форму окрашивают и сразу же поджигают. Таким образом в форме высушивают слой смеси толщиной 1—2 мм. Сушка происходит за счет теплоты, выделяющейся при горении растворителя.
Подсушка газовыми или керосиновыми горелками позволяет высушить слой в форме на глубину от 10 мм и более.
Общий надостаток этих способов заключается в выделении газов от сгорания растворителей или керосина.
Подсушку литьевых форм инфракрасными лучами осуществляют электролампами мощностью 250—500 Вт. Температура поверхности форм в этом случае составляет 120—170°С и регулируется количеством ламп и расстоянием до формы.
На рис. 48 изображена схема установки для поверхностной подсушки форм размером 1500x1000 мм конструкции завода «Станколит». Форма высушивается 10 мин газовыми горелками. В форме образуется высушенный слой толщиной 8—12 мм.
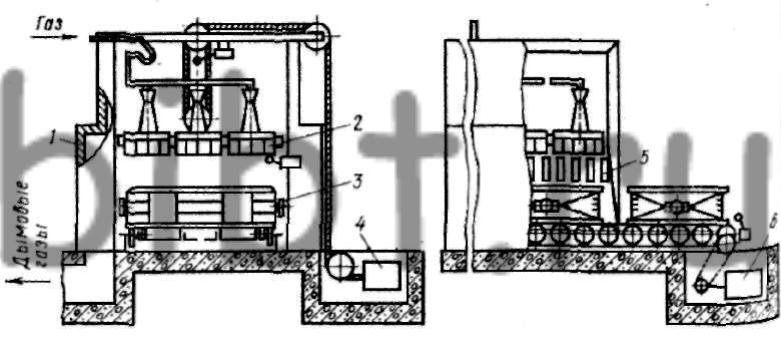
Рис. 48. Схема установки для поверхностной подсушки литейных форм:
1 — теплоизоляция, 2 — горелки, 3 — полуформы, 4 — привод подъема рамы с горелками 5 — бортовые отсосы, 6 — привод рольганга
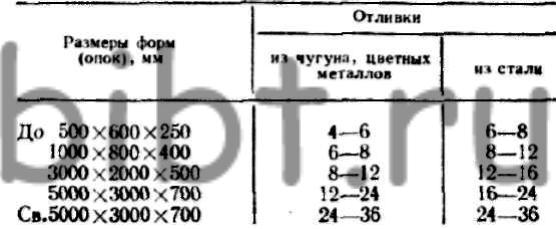
Объемную сушку форм производят в сушилах различных типов. Чаще используют сушила периодического действия: тупиковые, проходные, ямные. Тупиковые сушила представляют собой камеру, оснащенную дверцей с одной стороны; проходные — дверцами с двух сторон. Ямные сушила — это камеры, размещенные ниже уровня пола, оснащенные съемными сводами. Сушила периодического действия обогреваются твердым, жидким или газообразным топливом. Режимы сушки форм приведены в табл. 15.
15. Продолжительность сушки в зависимости от размеров форм и вида сплавов, ч