
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 3. Формовка литьевой формы по разъемной модели и модели с отъемными частями. Формовка литьевой формы по разъемной модели.
Перед формовкой следует проверить плотность соединения половинок модели. Не допускаются зазоры в шипах, которые могут привести к смещению половин модели. Отливка в этом случае будет получена со смещением и перекосом. Шипы верхней половины модели должны легко (без усилия) входить в отверстия нижней половины модели. Очень плотная посадка шипов, их заклинивание могут привести к обвалу смеси при разъеме формы.
Формовка литьевой формы по разъемной модели. Основные операции технологического процесса ручного изготовления литейной формы были рассмотрены в гл. IV, § 1 на примере заготовки типа "шестерня" (см. рис. 42).
Изготовление формы по разъемной модели для отливок средней сложности начинают также с установки нижней половины модели на модельную плиту. На модельную плиту устанавливают пустую нижнюю опоку, поверхность модели смачивают смесью керосина и мазута (50% керосина, 50% мазута) или припыливают. Через сито насеивают облицовочную смесь слоем 15—20 мм для мелких отливок, 30—40 мм — для крупных. Если модель имеет высокие отвесные стенки, облицовочную смесь насеивают только на горизонтальные поверхности. Вертикальные стенки модели обкладывают облицовочной смесью вручную. В нижнюю опоку насыпают наполнительную смесь и уплотняют ее. Обычно засыпку смеси ведут слоями по 50—100 мм. Уплотняют смесь ручной или пневматической трамбовкой. Необходимо тщательно уплотнять смесь в углах опоки и около ее стенок. Нельзя ударять трамбовкой по модели, так как можно повредить модель; формовочная смесь в местах удара будет сильно уплотнена.
Излишек формовочной смеси удаляют с поверхности полуформы линейкой вровень со стенками опоки. Иглой накалывают вентиляционные каналы, которые не должны доходить до поверхности модели.
Для предотвращения выпадения модели из нижней полуформы последнюю переворачивают вместе с модельной плитой, предварительно скрепленной с опокой скобами или струбцинами. Очищают от остатка смеси гнезда-впадины для шипов на нижней половине модели. Накладывают по шипам верхнюю половину модели. Иногда в нее ввинчивают или вбивают подъем, который закрепляют в верхней опоке, чтобы предупредить выпадение модели из верхней полуформы при разъеме формы.
Чтобы формовочная смесь верхней полуформы не прилипала к нижней, плоскость разъема присыпают сухим разделительным песком; с поверхности модели этот песок удаляют. Верхнюю опоку ставят на нижнюю, ставят модель стояка, выпора, шлакоуловителя и уплотняют смесь. Верхнюю половину формы снимают. Удаляют модели, предварительно смачивая формовочную смесь вблизи моделей. Далее форму отделывают. Поврежденные места исправляют формовочным инструментом. В нижнюю полуформу ставят стержень, образующий отверстие в отливке. Удаление газа от стержня осуществляют по каналам, идущим от знаков стержней к краю опоки. Сырые формы перед сборкой припыливают порошкообразным графитом или древесноугольным порошком. При формовке по-сухому форму окрашивают до и после сушки. Стержень в этом случае ставят в форму после сушки. Форму собирают по штырям и нагружают грузом (рис. 59).
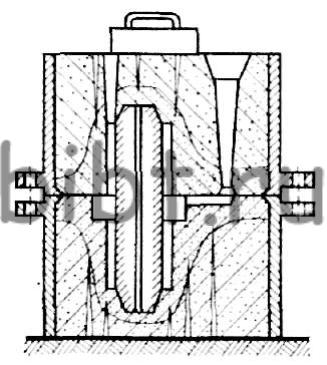
Рис. 59. Форма,
изготовленная по разъемной модели
Изготовление отливки «рукоятка» по разъемной модели производят так же, как и в предыдущем случае. Формовку осуществляют без стержня и с установкой выпора. Форма в сборе и отливка с элементами литниковой системы изображены на рис. 60.
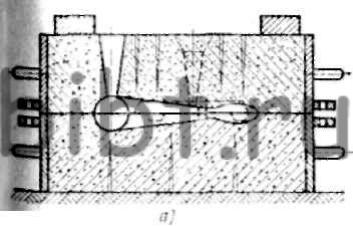
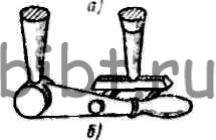
Рис. 60. Форма (а), изготовленная в двух опоках по разъемной модели отливки (б) «рукоятка»