
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Формовка литьевой формы в нескольких опоках. Литьевая форма для отливки двухседельного вентиля.
Формовка в нескольких опоках. Для многих машин и механизмов требуются весьма сложные детали. Заготовки (отливки) для этих деталей нельзя получить формовкой в двух опоках, так как модель не извлекается из формы. Поэтому применяют способ формовки в нескольких опоках. Другой пример — необходимость изготовления высокой отливки, которая не может быть размещена в двух полуформах.
Технологический процесс формовки литьевой формы двухседельного вентиля в трех опоках изображен на рис. 64.
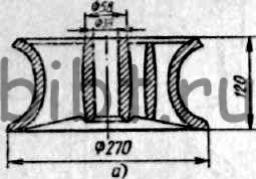
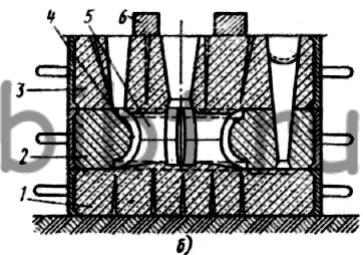
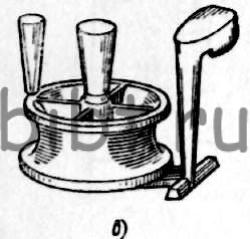
Рис. 64. Многоопочная формовка литьевой формы (в трех опоках):
а — деталь, б — форма, в — отливка; 1 — нижняя опока, 2 — средняя опока, 3 — верхняя опока, 4, 5 — части модели, 6 — груз
Модель выполняют разъемной так как деталь имеет кольцевой желоб, который не позволяет формовать в двух опоках.
Обе половины модели в перевернутом на 180° положении устанавливают на плиту. Устанавливают среднюю опоку и модель стояка. Заполняют опоку формовочной смесью, уплотняют смесь. Иглой накалывают вентиляционные каналы. Поверхность разъема заглаживают гладилкой, присыпают разделительным песком. Таким образом получают заформованную среднюю опоку в перевернутом положении. Устанавливают нижнюю опоку, наполняют смесью, уплотняют, накалывают вентиляционные каналы.
Полуформы кантуют совместно, т. е. устанавливают в рабочее положение. Заглаживают поверхность полуформы, присыпают ее разделительным песком. Формуют верхнюю полуформу, выполняют вентиляционные каналы и обдувают форму. Снимают верхнюю полуформу. Извлекают из средней полуформы половину модели, снимают и кантуют ее, извлекают вторую половину модели.
Прорезают литниковые каналы в нижней полуформе, затем при помощи металлической трубки — канал для стояка и литниковую чашу.
Все три полуформы окрашивают, собирают, нагружают грузом и заливают.