
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 7. Стопочная сборка литейных форм под заливку.
Изготовление фасонных отливок в формах, собранных под заливку в стопках, имеет ряд преимуществ по сравнению с рассмотренными ранее способами, в частности сокращаются производственные площади литейного цеха на участке заливки. Некоторые способы стопочной заливки сокращают в 5—6 раз время разливки металла, уменьшают расход металла на литниковую систему.
Применяют различные варианты стопочной заливки Формы собирают в стопки со смещением, без уступов, в съемных опоках. Изготовляют также сифонно-стопочные формы.
Стопочная сборка со смещением. Технологический процесс изготовления отливок в формах собранных в стопку со смещением, является наиболее простым. Его применяют главным образом при производстве отливок из чугуна и цветных сплавов.
Формы, изготовленные в парных опоках, собирают обычным способом. После сборки формы ставят в стопку таким образом, чтобы верхняя форма была смещена по отношению к нижней на расстояние А (рис. 73). Величина каждого уступа зависит от размера литниковой воронки и ее расстояния от края опоки. Литниковую систему в таких формах выполняют, как и в формах при обычном способе изготовления, с заливкой на плацу. Заливку форм, расположенных в стопку уступом, производят раздельно, т. е. каждую форму заполняют расплавленным металлом независимо от другой формы. Обычно в ступенчатую стопку устанавливают по высоте 2—3 опоки, реже до 5 и более.
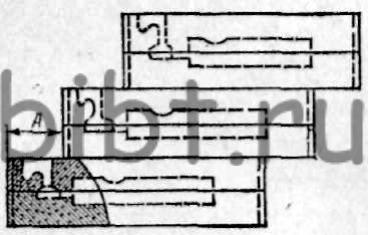
Рис. 73. Стопочная сборка со смешением форм
Стопочная сборка без уступов. Для изготовления стопочным методом отливок из алюминиевых и медных сплавов применяют способ без уступов, при котором опока имеет специальный карман. В этом кармане (рис. 74) формуют литниковую чашу; ее выполняют вне габаритных размеров опоки. Поэтому все опоки устанавливают вертикально без уступов. Высота стопки при этом может быть больше, чем в предыдущем случае.

Рис. 74. Стопочная сборка форм: 1 - карман в опоке
Стопочная сборка со съемными опоками. Технологический процесс изготовления стопочных форм в съемных опоках (рис. 75) заключается в следующем, формы, изготовленные в съемных опоках способом ручной формовки, устанавливают друг на друга в стопку. При установке очередной формы в стопку с нее снимают опоку. Стопку форм заливают одновременно через стояк, который является общим для всех форм.
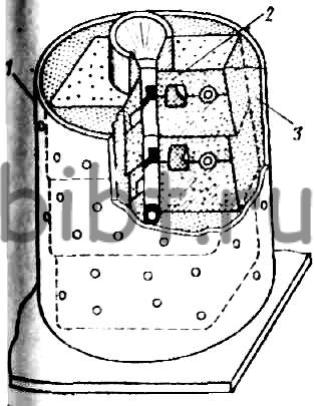
Рис. 75. Стопочная формовка в съемных опоках: 1 - кожух. 2 — формы. 3 — засыпка формовочной смесью
Перед заливкой стопки на нее надевают круглый кожух из стального листа. Зазор между стопкой форм и кожухом заполняют формовочной смесью. Крепят формы специальными планками к опорной плите. На одну плиту устанавливают одновременно 3—4 стопки. Вместо кожухов более целесообразно применять жакеты; их обычно используют при единичном изготовлении безопочных форм. Жакеты могут быть литыми или из листовой стали толщиной 3—5 мм.
Сифонно-стопочный способ изготовления отливок. Этот процесс (рис. 76) отличается от ранее рассмотренных устройством литниковой системы. При этом способе заливку производят через один стояк сифоном одновременно в несколько стопок. Литниковая система состоит из центрального стояка, являющегося продолжением литниковой чаши, нескольких горизонтальных каналов и боковых стояков, от которых ответвляются литниковые ходы и питатели в каждой плоскости разъема. Центровой стояк выполняют вне стопок в специальном устройстве.
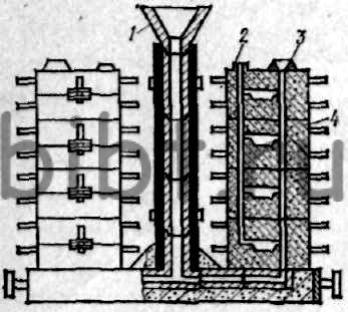
Рис. 76. Сифонно-стопочная форма:
1 — литниковая чаша. 2 — наращалка, 3 — выпор, 4 — форма
Сифонно-стопочный способ применяют для изготовления отливок из чугуна и стали. Преимуществом этого способа является уменьшение гидравлического удара в нижней части центрального стояка. По горизонтальным каналам жидкий металл поступает в формы спокойно. Статический напор металла увеличивается плавно по мере заполнения формы. Наличие выпоров обеспечивает свободный выход газов и пара из полости форм.
Высота стопки достигает 1,5 м.
Рассмотрим технологический процесс изготовления формы. На формовочном плацу устанавливают по ватерпасу чугунную плиту — поддон с канавками для укладки в них стержней или огнеупорных трубок. В центре поддона устанавливают шамотную звездочку. Боковые отверстия её соединяют с шамотными трубками, к которым вплотную устанавливают сифонные кирпичи. Глубина каналов должна быть достаточной, чтобы шамотная трубка и сифонные кирпичи не выступали над поверхностью поддона. После установки трубок и сифонных кирпичей в поддоне все щели заделывают облицовочной смесью или глиной, каналы продуваю сжатым воздухом, закрывают паклей. На центральную звездочку вертикально устанавливают огнеупорные трубки. Для устойчивости при сборке внутрь трубок вставляют деревянный стержень диаметром, несколько меньше внутреннего диаметра трубки. Затем на трубки надевают кожух, уплотняют наполнительную смесь и устанавливают сверху литниковую чашу. Одновременно ведут изготовление форм. Готовые отдельные формы переносят на поддон и устанавливают на один из лучей горизонтального литникового хода. Отверстие стояка в форме должно точно совпадать с отверстием в сифонном кирпиче. Формы нагружают, причем нагружать их надо грузом меньшей массы, чем при опочной формовке.
К общим недостаткам перечисленных способов необходимо отнести следующие. При стопочном способе необходимо поднимать заформованные опоки на определенную высоту и устанавливать их в стопку. Нельзя использовать опоки с крестовинами; они мешают расположению стояка и затрудняют выбивку форм. Необходимость применения опок без крестовин ограничивает размеры отливок, которые можно формовать в стоике. Кроме того, ухудшается вентиляция форм и затруднено устройство выпоров; при ручной заливке стопок ковш с жидким металлом необходимо поднимать на большую высоту, чем при заливке на плацу.