
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Формовка литейной формы по контрольным сечениям. Корпус насоса большой мощности.
Формовка по контрольным сечениям. Корпус насоса большой мощности (рис. 89, а) отливают в форме, изготовленной по контрольным сечениям с применением шаблонов. Для этого необходимо изготовить сначала раму, внутренний контур которой соответствует наружному контуру отливки. По чертежу отливки деталь разбивают на сечения, присваивают им номера I—IX. Для каждого сечения изготовляют отдельный шаблон. Чем больше шаблонов, тем точнее воспроизводят в форме контур отливки.
Таким образом, как и в ранее рассмотренных примерах формовки по шаблону, здесь требуют в качестве оснастки направляющую раму, шаблоны. Кроме того, необходимо заготовить скребок для оформления поверхности нижней полуформы.
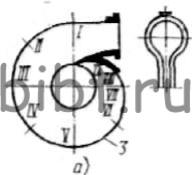
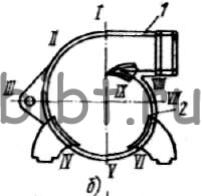
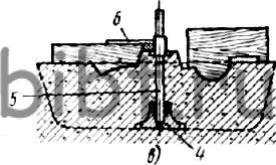
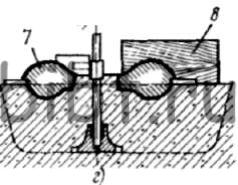
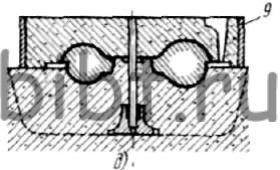
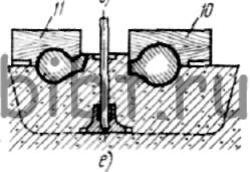
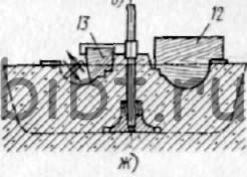
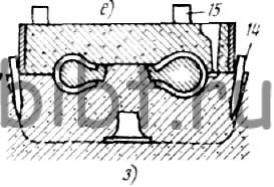
Рис. 89. Формовка литьевой формы по контрольным сечениям корпуса насоса большой мощности:
а — деталь, б—рамка, в, г, д, с, ж, з— операции по изготовлению формы; 1 — рама, 2 — внутренний контур рамы, 3 — наружный контур отливки, 4 — подпятник, 5 — шпиндель, 6 - рукав, 7—«фальшивый» болван, 8 — шаблон для оформления верхней полуформы, 9 — опока верхней полуформы, 10, 11 — шаблоны стержня, 12, 13— шаблоны для оформления нижней полуформы, 14 — центрирующие колья, 15 — груз
Формовку начинают с установки в яме по уровню опорного подпятника, шпинделя. Шаблоном оформляют поверхность в нижней полуформе в сечении I, затем в сечении II удаляют излишки смеси из полости формы. Поверхность нижней полуформы между сечением I и II выполняют при помощи скребка. «Фальшивый» болван готовят при помощи шаблона верхней полуформы. После полного изготовления болвана его отделывают, заглаживают, посыпают разделительным песком, устанавливают опоку верхней полуформы, заполняют ее смесью, уплотняют. В верхней опоке изготовляют элементы литниковой системы — стояк, выпор. На рис. 89, е изображена заточка стержня, который готовят в самой форме. Заточку стержня производят также по контрольным сечениям шаблонами 10, 11 и др. Комплектом шаблонов 12, 13 и другими выполняют полный профиль нижней полуформы. Отделывают нижнюю полуформу, прорезают питатели. Сборку формы осуществляют по центрирующим кольям, нагружают форму грузом. Форма подготовлена к заливке.