
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
Штампы надрезные
Эскизы типовой конструкции и штампуемой детали, схема штамповки и назначение штампа
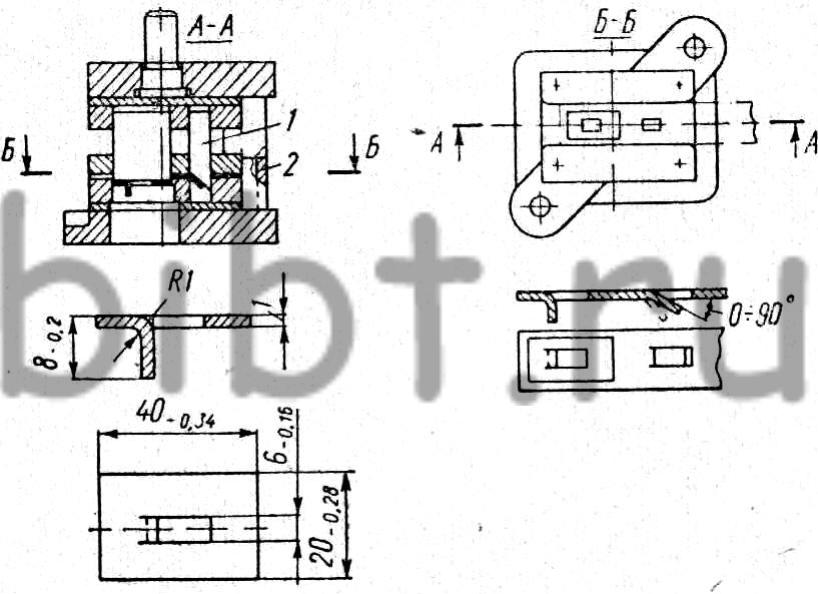
Штамп для надрезки и отгибки при штамповке из полосы и ленты деталей толщиной более 0,5 мм. Для извлечения детали из матрицы надрезанная часть за счет использования поля допуска выполняется в виде гранении Режущие кромки пуансона 1 выполняются под углом 7—10° Угол отгибаемой части детали может быть от 0 до 90° и зависит от глубины захода пуансона в матрицу Величина захода пуансона в матрицу ограничивается втулкой 2
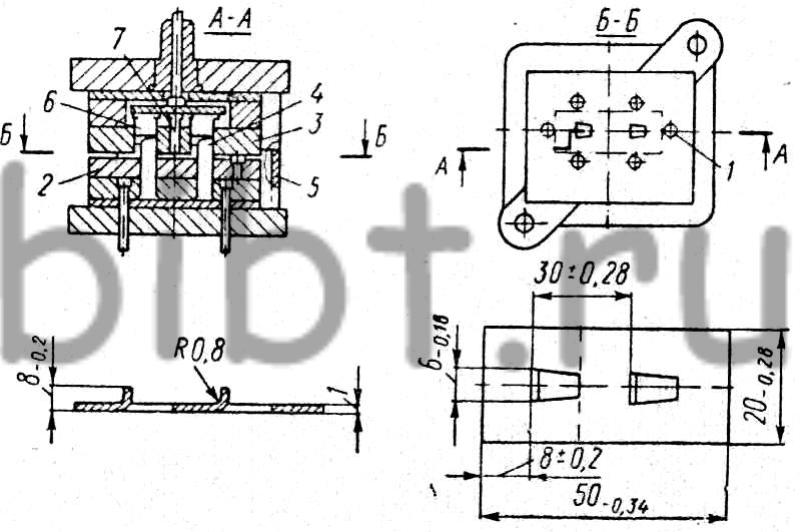
Штамп для надрезки и отгибки. Для извлечения из матрицы толкателем 6 и отлипателем 7 за счет использования поля допуска надрезанная часть выполнена в виде трапеции. Деталь устанавливается между фиксаторами 1 на прижиме 2. Сначала деталь зажимается между матрицей 3 и прижимом, затем осуществляются надрезка и отгибка. Режущие кромки пуансона 4 выполняются под углом 7—10°. Угол отгибаемой части детали может быть от 0 до 90° и зависит от глубины захода пуансона в матрицу. Величина захода пуансона в матрицу ограничивается втулкой 5 и отлипателем 7
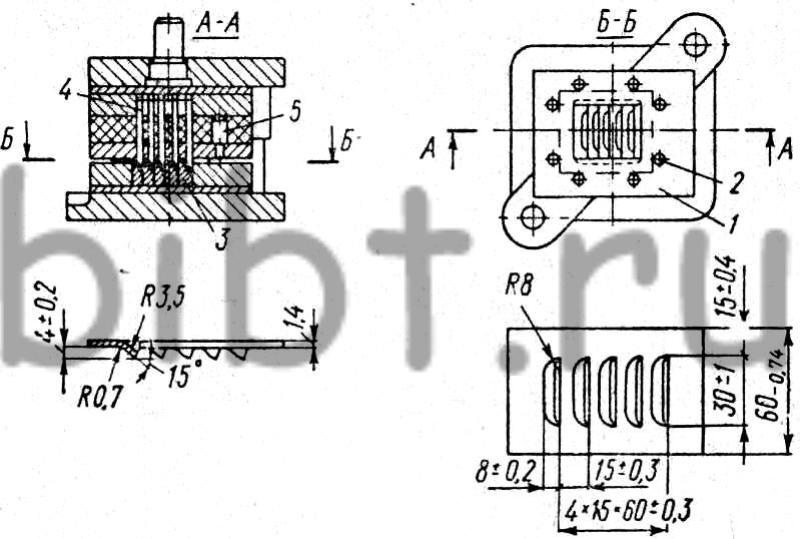
Штамп для надрезки и формовки вентиляционных щелей. Деталь фиксируется на обойме 1 при помощи фиксаторов 2. Матрица 3 состоит из отдельных вставок, установленных в обойме. Заход пуансонов в матрицу 4 ограничивается упором 5. Форма надрезаемой части обеспечивается формообразующими частями пуансона и матрицы
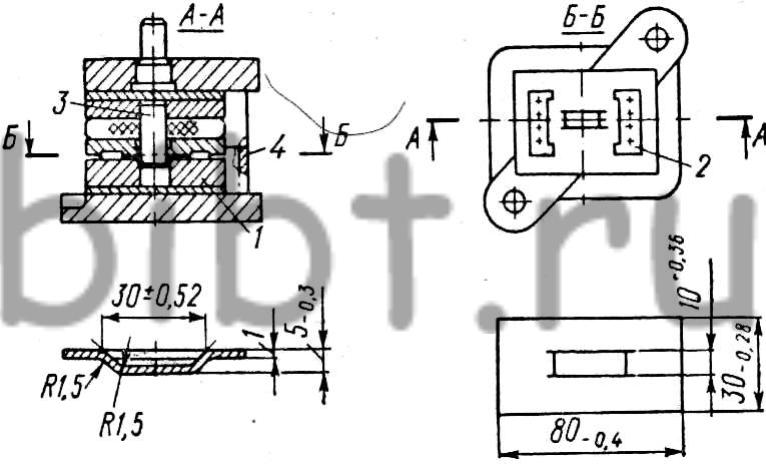
Штамп для надрезки с рельефом. Деталь фиксируется на матрице 1 при помощи трафарета 2. Отверстие в матрице сквозное. Глубина надрезки зависит от предела прочности материала детали на растяжение. Заход пуансона в матрицу 3 ограничивается втулкой 4