| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Предыдущая Оглавление книги Следующая
11. Чистота обработки деталей штампов
Рекомендуемая чистота обработки деталей штампов приведена в табл. 92, примеры рекомендуемой чистоты обработки поверхностей штампов совмещенного действия и деталей других штампов — в табл. 93.
92. Чистота обработки деталей штампов
Наименование
|
Класс чистоты |
Необработанные поверхности |
~ |
Нерабочие поверхности деталей (не соприкасающиеся со штампуемой деталью и с поверхностями других деталей): стержни винтов и отверстия под них, провальные отверстия в матрицах и т. п. |
|
Опорные поверхности, к которым не предъявляется высоких требований: опорные поверхности винтов, поверхности хвостовика, соприкасающиеся с ползуном пресса и т. п. |
|
Неподвижные соединения пуансонов с пуансонодержателем некруглой формы, а также круглой формы по 3-му классу чистоты: отверстия под пуансоны в пуансонодержателях, поверхности выталкивающих штифтов, неподвижные соединения пуансонов с ловителями; прилегающие поверхности плит блока при зазорах между матрицей и пуансоном более 0, 05 мм |
|
Неподвижные соединения деталей круглой формы по 2-му классу чистоты: соединения пуансона или пуансон-матрицы круглой формы с пуансонодержателем, соединения установочных штифтов, упоров, направляющих втулок и колонок; прилегающие и опорные поверхности пакета, выталкивателей, съемника, плит блока при зазорах между матрицей и пуансоном менее 0, 05 мм |
|
Рабочие поверхности матриц и пуансонов, оформляющие контур вырубаемых или изгибаемых деталей, а также поверхности вытяжных пуансонов, поверхности скольжения по 1—2-му классам точности: подвижные соединения направляющих втулок и колонок и т. п. |
|
Рабочие поверхности матриц, прижимов и выталкивателей вытяжных штампов, вырубных штампов при штамповке тонколистовых мягких цветных металлов и сплавов и неметаллических материалов; рабочие поверхности пуансонов и матриц зачистных штампов; поверхности качения в блоках с шариковыми направляющими; поверхности подвижных соединений направляющих колонок и втулок в блоках прецизионных штампов |
|
*При толщине штампуемого материала свыше 3 мм поверхности матриц и пуансонов разделительных и формообразующих штампов допускается выполнять по 6-му классу чистоты.
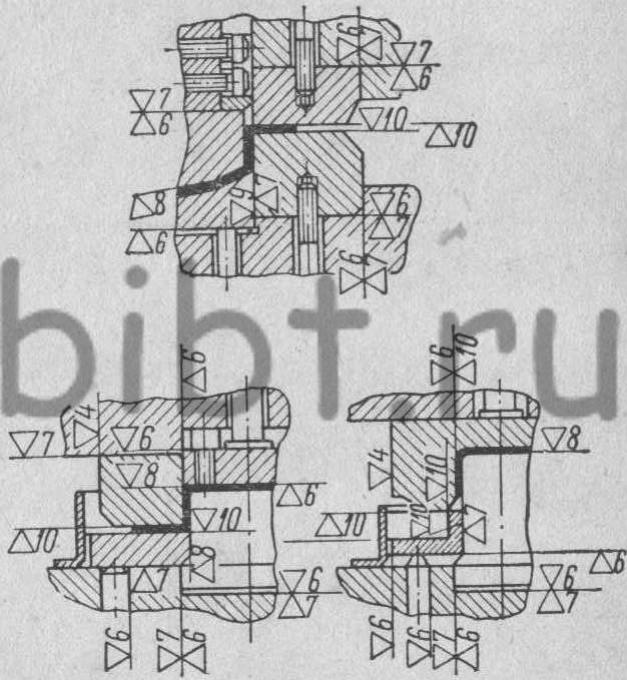
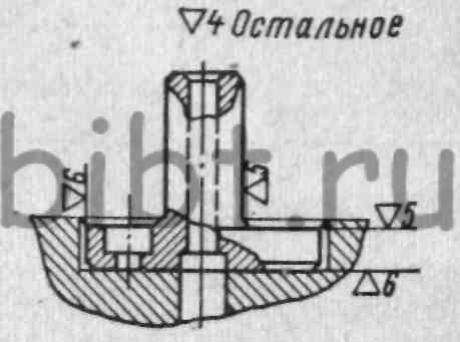
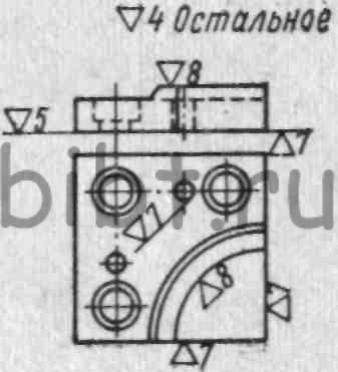
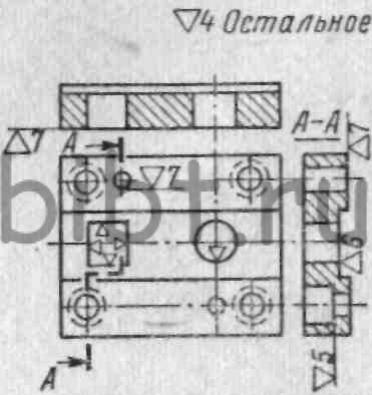
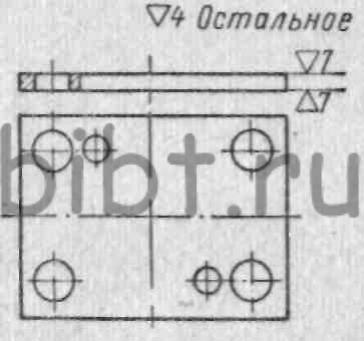
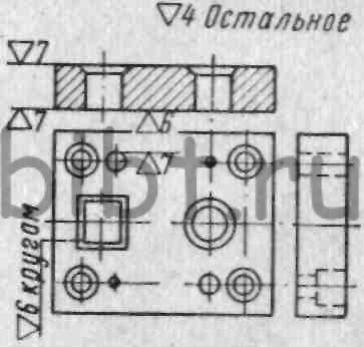
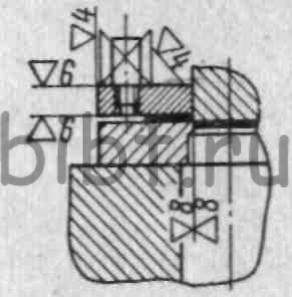
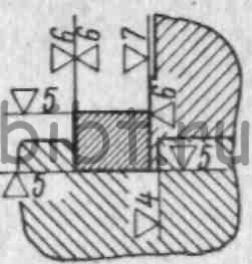
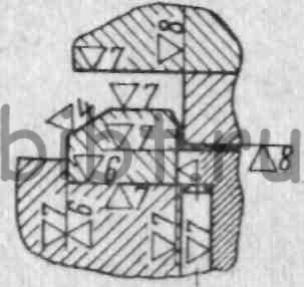
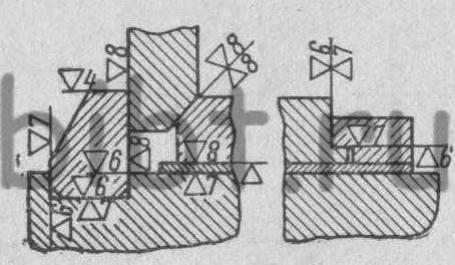
93. Чистота обработки различных деталей штампов (примеры)
Плита
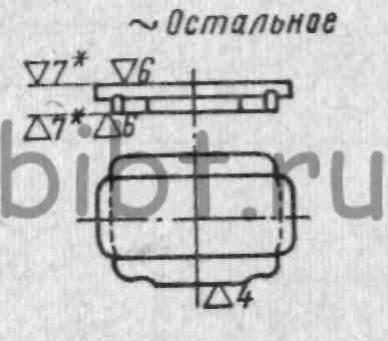
*При зазоре между матрицей и пуансоном менее 0, 05 мм
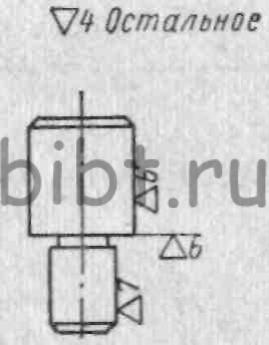
Хвостовик
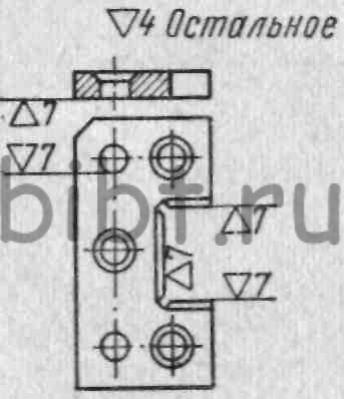
Пуансон
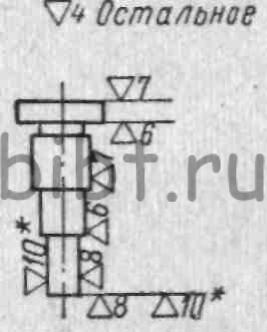
* Для зачистных штампов, а также для разделительных при штамповке цветных металлов и сплавов и неметаллических материалов
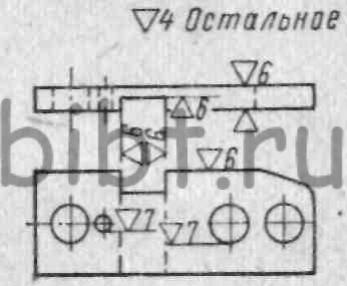
Матрица
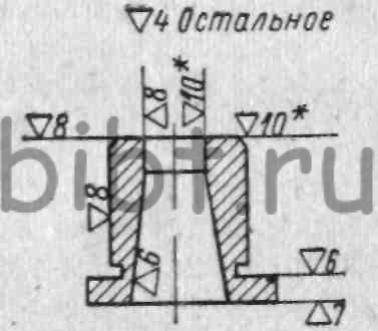
* То же, что у пуансона
Режущая секция
Траверса

Съемник
Прокладка
Пуансонодержатель
Направляющая планка
Фиксатор
Упор
Пружинный съемник
Шпоночное соединение
Детали гибочного штампа
Поверхности скольжения
Детали вытяжных штампов