| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Режимы резания при обработке канавок комбинацией из канавочного и проходного контурного резцов. Подача для прорезки и отрезки. Скорость резания, при прорезке и отрезке твердосплавными резцами.
При черновой обработке канавок различных форм подачу рекомендуется назначать по табл. 2.10, а скорость резания - по табл. 2.11-2.12. Величину скорости резания необходимо умножить на поправочные коэффициенты Kdv, Kov, Kuv (табл. 2.13).
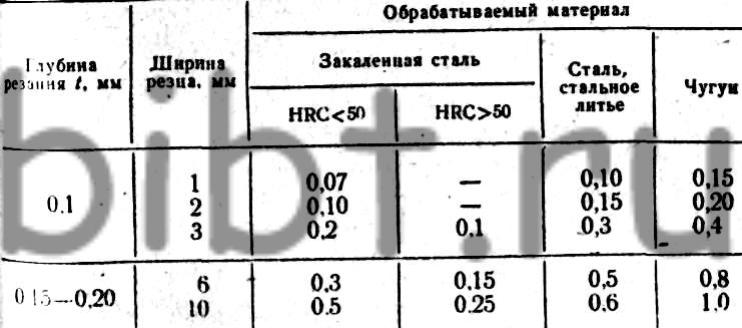
Таблица 2.10 Подача s для прорезки и отрезки, мм/об
Примечание. При работе резцами, установленными в револьверной головке, применять коэффициент 0,8.
Чистовые переходы прорезными резцами по дну канавок следует выполнять с подачей, рекомендованной в табл. 2.14, и со скоростью, предусмотренной для черновых переходов (см. табл. 2.11).
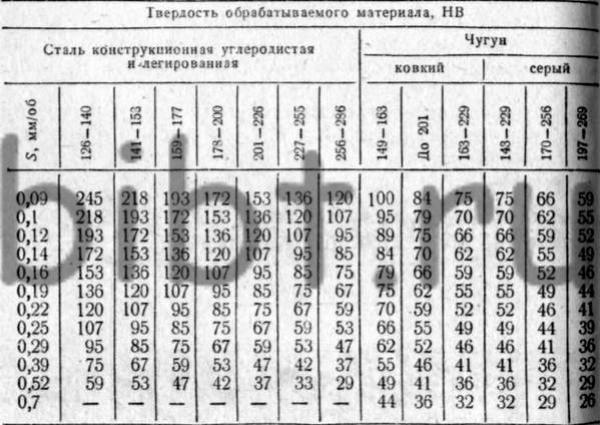
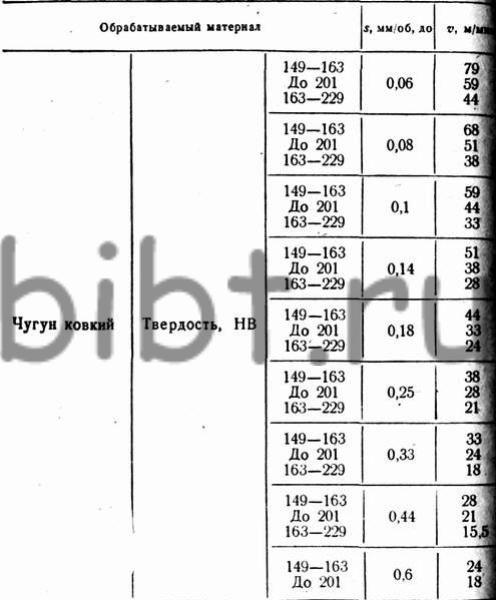
Таблица 2.11. Скорость резания v, м/мин, при прорезке и отрезке твердосплавными резцами при подаче s
Режимы резания при обработке канавок комбинацией из канавочного и проходного контурного резцов рекомендуется назначать: для контурных резцов - в соответствии с табл. 2.3-2.7; для прорезных резцов - в соответствии с табл. 2.10-2.12.
Таблица 2.12. Скорость резания v при прорезке и отрезке резцами из быстрорежущей стали Р18 при подаче s
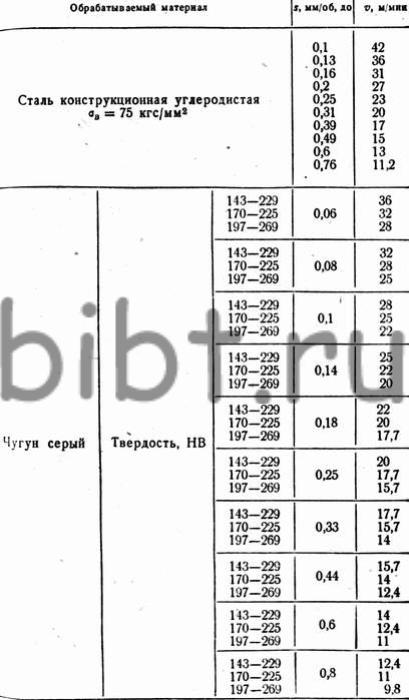
Окончание табл. 2.12
Важное значение при работе на станках с ЧПУ имеет правильность выбора режимов резания. Оператор станка должен уметь по ряду внешних проявлений определять рациональность запрограммированных режимов резания и уметь с помощью корректоров режимов улучшать условия обработки. Прежде всего для улучшения условий обработки используют коррекцию подачи.
Если при точении образуется сливная стружка, которая плохо удаляется из зоны резания и может быть причиной поломки режущей пластины, то добиться дробления стружки можно за счет увеличения подачи.
Если шероховатость поверхности находится ниже требований технических условий на обрабатываемую заготовку, то уменьшить ее можно за счет снижения величины подачи. При возникновении вибрации в процессе обработки, сопровождающейся специфическим звуком (гудение при низких частотах, свист при высоких) или появлением узоров на обработанной поверхности, вывести систему из зоны вибраций можно либо уменьшая, либо увеличивая подачу.
Таблица 2.13. Поправочные коэффициенты на скорость резания при прорезке и отрезке
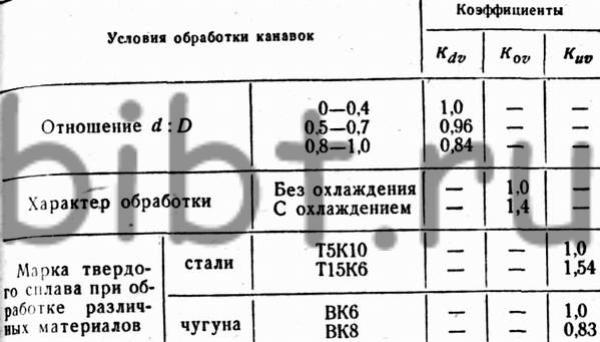
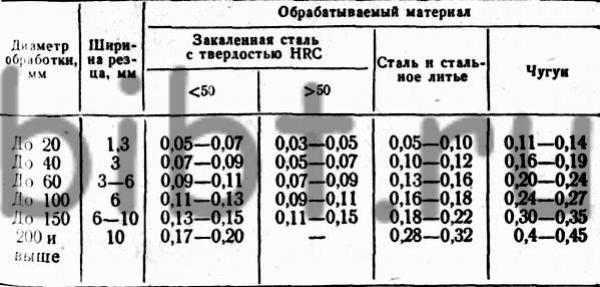
Таблица 2.14. Подача s для чистовой проточки дна канавок в зависимости от обрабатываемого материала, мм/об