
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
3.2. Консольный вертикально-фрезерный станок с ЧПУ модели 6Р13ФЗ
Одним из наиболее распространенных фрезерных станков с ЧПУ является станок мод. 6Р13ФЗ. Поэтому особенности устройства и эксплуатации данной группы станков раскрыты на примере этой модели.
Краткая техническая характеристика станка мод. 6Р13Ф3
Размеры рабочей поверхности стола, мм 400x1600
Наибольшее перемещение стола, мм:
продольное 1000
поперечное 400
Дискретность отсчета по осям координат, мм 0,01
Вертикальный ход шпиндельной бабки, мм 380
Пределы частоты вращения шпинделя (18 ступеней), об/мин 40-2000
Пределы рабочих подач по координатам, мм/мин 5-1200
Скорость ускоренных перемещений по координатам, мм/мин 2400
Мощность главного привода, кВт 7,5
Габаритные размеры станка, мм 3015x4150x2580
Масса (с приставными устройствами), кг 5700
Станок может быть снабжен различными устройствами программного управления. Наибольшее распространение получил станок мод. 6Р13Ф3 с устройством ЧПУ типа Н33-1М.
Основными узлами станка мод. 6Р13Ф3 (рис. 3.3) являются станина, коробка скоростей, шпиндельная головка, консоль, стол с салазками и редуктор.
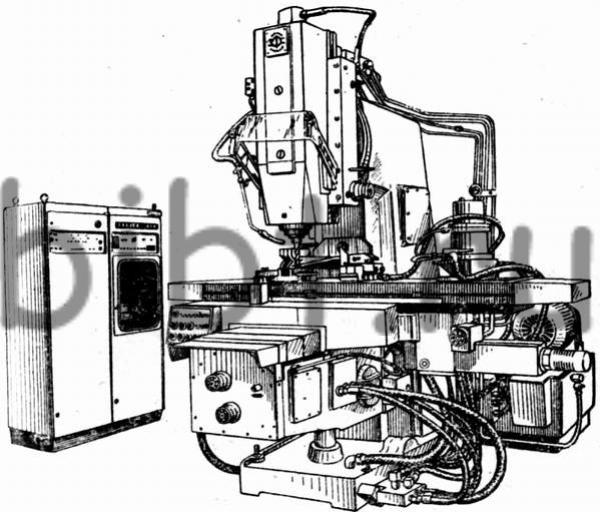
Рис. 3.3. Общий вид фрезерного станка мод. 6Р13Ф3.
Станина имеет жесткую конструкцию, которая достигается за счет развитого основания и большого числа ребер. Ее корпус спереди имеет вертикальные направляющие, по которым перемещается консоль. В левой нише станины смонтирована коробка скоростей с устройством переключения частот вращения шпинделя. Переключение осуществляется только вручную. Для этого необходимо рукоятку, расположенную на коробке, опустить вниз до вывода шипа рукоятки из фиксирующего паза и отвести от себя до упора. Далее, поворачивая лимб, надо установить требуемую частоту вращения шпинделя; щелчок фиксатора означает, что лимб зафиксирован в данном положении. Нажав кнопку «Толчок», рукоятку плавным движением следует вернуть в первоначальное положение. Необходимо помнить, что переключение частот вращения шпинделя на ходу не допускается. Работа коробки скоростей возможна только после установки рукоятки в фиксированное положение В целях предотвращения перегрузки двигателя главного движения от пусковых токов частые переключения не рекомендуются.
Внутри корпуса станины имеется резервуар для масла. Смазка подшипников и шестерен коробки скоростей осуществляется от плунжерного насоса, расположенного внутри коробки скоростей. С правой стороны станины имеется окно, через которое открывается доступ к маслонасосу и коробке скоростей.
Шпиндельная головка станка состоит из четырех основных элементов: салазок, редуктора, ползуна со шпинделем и привода перемещения ползуна. Салазки шпиндельной головки центрируются в кольцевой выточке горловины станины и крепятся к ней четырьмя болтами. По прямоугольным направляющим салазок перемещается ползун со шпинделем.
Редуктор служит для передачи шпинделю основного (вращательного) движения от коробки скоростей через пару конических и пару цилиндрических колес.
Перемещение ползуна со шпинделем осуществляется от привода перемещения ползуна, состоящего из шагового электродвигателя, электрогидроусилителя Э32Г18-24, пары конических колес и шариковой винтовой пары. Оно может программироваться или производиться вручную (от съемной рукоятки).
Станок имеет приводы перемещения стола в продольном и салазок со столом в поперечном направлении. При перемещении вдоль (по координате X) стол получает движение от шагового электродвигателя через электрогидроусилитель с редуктором, которые установлены на правом торце салазок. Поперечное перемещение салазок (по координате Y) осуществляется от аналогичного привода, смонтированного в консоли.
Ходовой шариковый винт для продольного перемещения стола вращается в шарикоподшипниках, установленных в кронштейнах, которые закреплены на торцах салазок. Гайки винта жестко зафиксированы в кронштейне, прикрепленном к столу. Доступ К нему обеспечивается через окно, расположенное в нижней левой части салазок. Для этого стол перемещается влево.
Ходовой шариковый винт для поперечного перемещения салазок стола также выполнен вращающимся в шарикоподшипниках и смонтирован в корпусе консоли. Кронштейн с размещенным в нем корпусом с гайками привернут к корпусу салазок. Доступ к креплению его обеспечивается при снятой крышке на переднем торце салазок.
Перемещение стола и салазок может быть осуществлено вручную от съемной рукоятки. Зазор в направляющих стола и салазок выбирается клиньями и регулируется в процессе эксплуатации станка. .
Редуктор механизма продольного (поперечного) перемещения стола имеет передаточное отношение, равное 0,24. Входной вал редуктора жестко соединен с электрогидроусилителем типа Э32Г18-24, а выходной вал - с шариковым ходовым винтом продольного (поперечного) перемещения стола. Полный оборот выходного вала электрогидроусилителя происходит за 240 импульсов, подаваемых на шаговый электродвигатель. За один импульс стол получает перемещение на 0,01 мм.
Консоль станка установлена на вертикальных направляющих станины и имеет вертикальное установочное движение от привода вертикального перемещения. Перемещение осуществляется от гидродвигателя через пару конических колес и винтовую пару.
В корпусе консоли имеются масляный резервуар и ручной насос для смазки направляющих подвижных узлов станка, зубчатых передач и подшипников. Кнопка насоса выведена на передний торец консоли. Горизонтальные направляющие консоли закрыты спереди телескопической защитой, а сзади - фартуком, прикрепленным к станине и заднему торцу салазок.
Механизм зажима инструмента, предназначенный для механизированного крепления оправки с режущим инструментом в шпинделе станка, смонтирован в верхней части ползуна шпиндельной головки и состоит из следующих основных узлов: набора тарельчатых пружин для закрепления оправки с инструментом, элементов, увеличивающих усилие затяжки, и гидроцилиндра для отжима оправки с режущим инструментом при его смене. Он оснащен замковым устройством, исключающим возможность самопроизвольного раскрепления шомпола.
Для зажима оправки с инструментом необходимо ввести ее в шпиндель до упора так, чтобы пазы на оправке расположились под углом 90° к шипам шпинделя, а паз захвата оправки вошел в Т-образный конец шомпола механизма. Затем оправку надо повернуть до совпадения ее пазов с шипами шпинделя, после чего тумблер на пульте управления перевести в положение «Зажим инструмента». Для отжима оправки с инструментом тумблер перевести в положение «Отжим инструмента».
Концевые фрезы с коническими хвостовиками диаметрами 16, 20, 40 и 50 мм заранее крепятся в специальной оправке вне станка с помощью сменных захватов. Оправка имеет наружный конус 7:24 и внутренний Морзе № 5. Для крепления инструмента с конусом Морзе № 2, 3, 4 применяются сменные переходные втулки. При работе на станке торцевыми фрезами применяется оправка, в которой фреза устанавливается по центральному отверстию, а крутящий момент передается посредством двух сухарей, входящих в поперечный паз на корпусе фрезы.
Станок укомплектован стандартной гидростанцией, состоящей из насосной станции, трех электрогидроприводов, гидродвигателя, гидроцилиндра отжима инструмента, аппаратуры управления и коммуникации. Насосная, станция представляет собой автономный узел и включает в себя резервуар для масла, насос, систему подпитки, фильтрации и охлаждения рабочей жидкости, а также необходимую контрольно-регулирующую аппаратуру. Насосная станция автоматически изменяет производительность насоса в соответствии с расходом рабочей жидкости, потребляемой гидросистемой при постоянном давлении в напорной и сливной магистралях.