
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Режимы работы станка станка 2Р135Ф2. Пульт оператора устройства числового программного управления «Координата С-70».
Основные режимы задаются изменением положения переключателя 3 режимов на пульте устройства ЧПУ «Координата С-70» (рис. 4.3). При этом он может быть установлен в следующие положения: «Автомат», «Полуавтомат», «Ручной ввод» и «Наладка».
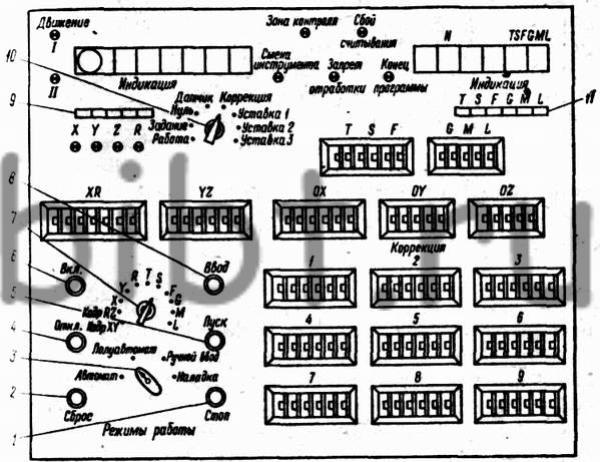
Рис. 4.3. Пульт оператора устройства числового программного управления «Координата С-70».
Включение питания устройства ЧПУ производится путем нажатия кнопки 6 «Вкл.», а выключение — кнопки 4 «Откл.». Затем переключатель режимов на пульте ставится в требуемое положение; начальная (исходная) установка устройства происходит автоматически при включении питания системы. Во всех остальных случаях нажатием кнопки 2 «Сброс» осуществляется стирание из памяти ЧПУ всей ранее введенной информации.
Автоматический и полуавтоматический режимы предназначены для работы станка от перфоленты. Для этого в считывающее устройство УЧПУ необходимо установить перфоленту. С помощью декадных переключателей OX, OY и OZ (см. рис. 4.3) устанавливается смещение нуля отсчета для всех координат. На декадных переключателях 1—9 вводятся величины требуемых коррекций.
В устройстве предусмотрена цифровая индикация заданной координаты, величины рассогласования, положения датчиков обратной связи, плавающего нуля, величины коррекции, уставок снижения скорости по одной из осей по выбору оператора. Для включения требуемой индикации переключатель 10 в верхней части пульта устанавливается в соответствующее положение. С помощью клавиш 9 (с индексами X, Y, Z и R) производится выбор индикации по одной из требуемых осей. В устройстве предусмотрена также цифровая индикация номера кадра N, номера инструмента Т, скорости шпинделя S, подачи F, вспомогательной функции М, подготовительной функции G и номера коррекции L по выбору оператора. Выбор производится путем нажатия соответствующих клавиш 11, расположенных рядом с блоком индикации.
Работа в автоматическом режиме происходит при установке переключателя 3 режимов в положение «Автомат» и нажатии на кнопку 5 «Пуск». При этом происходит считывание одного кадра перфоленты и отработка его станком. После отработки предыдущего кадра автоматически считывается следующий и снова происходит отработка считанного кадра станком. При необходимости автоматический цикл может быть остановлен. Для этого нужно нажать на кнопку 1 «Стоп». Если требуется продолжить работу, то необходимо снова нажать на кнопку «Пуск».
Работа в полуавтоматическом режиме происходит при установке переключателя режимов в положение «Полуавтомат» и нажатии на кнопку «Пуск». После этого происходит считывание одного кадра перфоленты и отработка его станком. Затем станок останавливается, и для дальнейшей его работы необходимо снова нажать кнопку «Пуск».
Режим «Ручной ввод» предназначен для набора и ввода программы непосредственно с пульта управления устройства. Для этого переключатель режима необходимо поставить в положение «Ручной ввод». Затем с помощью переключателя 7 ручного ввода и декадных переключателей XR, YZ, Т, S, F, G, М и L в определенном порядке, как при программировании, набирается требуемый кадр программы. После этого необходимо нажать на кнопку 8 «Ввод». Отработка введенной информации производится после нажатия на кнопку «Пуск». Для ввода и отработки следующего кадра все действия необходимо повторить.
В режиме «Наладка» переключатель режима работы на пульте станка устанавливается в положение «Ручное управление», а на пульте устройства ЧПУ — в положение «Наладка». После этого управление работой осуществляется с помощью кнопок и переключателей, расположенных на пульте станка. На пульте УЧПУ при данном режиме осуществляется визуализация текущей координаты узлов на блоке индикации.
В устройстве ЧПУ предусмотрен контроль остановки рабочего органа в зоне допустимого отклонения от заданной координаты ( + 0,03 мм) и запрет работы станка при остановке рабочего органа за пределами допустимой зоны отклонения по координатам X и Y при позиционировании, что подтверждается загоранием соответствующих сигнальных лампочек. На пульте устройства имеются также лампочки, сигнализирующие о сбое считывания, смене инструмента, конце программы, перемещениях по соответствующим осям.
В устройстве предусмотрено программирование работы станка по постоянным циклам. Для этого в программе или при ручном вводе используется определенная вспомогательная функция G, при наличии которой в кадре происходит отработка цикла движений.
В УЧПУ «Координата С-70-3» применяются следующие постоянные циклы (рис. 4.4):
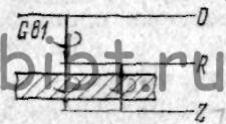
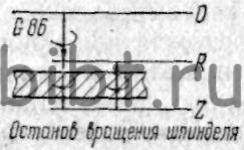

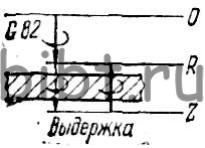
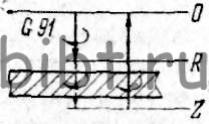
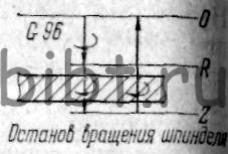
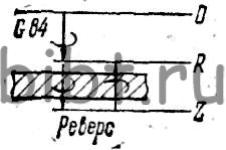

Рис. 4.4. Постоянные циклы сверления.
G81 — быстро вперед — подача вперед — быстро назад к началу подачи 1;
1 Ускоренные перемещения на циклограммах обозначены сплошными, а рабочие — пунктирными линиями.
G82 — быстро вперед — подача вперед — выдержка -быстро назад к началу подачи;
G84 — быстро вперед — подача вперед — реверс шпинделя— подача назад к началу подачи;
G86 — быстро вперед — подача вперед — стоп шпинделя— быстро назад к началу подачи;
G91 — быстро вперед — подача вперед — быстро назад к плоскости пересечения осей плавающего нуля;
G92 — быстро вперед — подача вперед — выдержка — быстро назад к плоскости пересечения осей плавающего нуля;
G94 — быстро вперед — подача вперед — реверс шпинделя — подача назад к началу подачи — быстро назад к плоскости пересечения осей плавающего нуля;
G96 — быстро вперед — подача вперед — стоп шпинделя — быстро назад к плоскости пересечения осей плавающего нуля.
При этом в одном кадре наряду с функцией G задается значение R координаты, до которой инструмент движется на быстром ходу, и значение Z координаты, до которой инструмент движется на рабочей подаче.