
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Органы управления 2А620Ф2-1. Пульт управления станка мод. 2А620Ф2-1.
Управление станком может производиться как с пульта, расположенного на устройстве ЧПУ, так и с пульта, расположенного на самом станке. Органы управления, расположенные на пульте управления станка мод. 2А620Ф2-1, показаны на рис. 4.6.
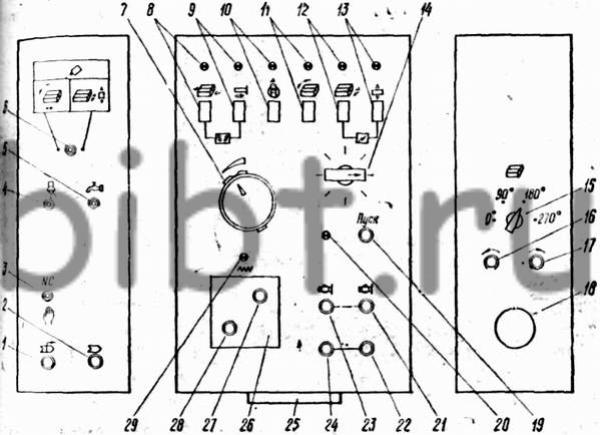
Рис. 4.6. Пульт управления станка мод. 2А620Ф2-1.
Для включения насоса станции смазки необходимо включить кнопку, расположенную на силовом шкафу станка. Если станок длительное время не работал, то необходимо прокачать масло в направляющих. Для этого тумблер 6 «Толчок смазки» нужно поставить в требуемое положение.
Переключатель 3 режима работы станка имеет два положения: ручное управление - символ «Рука» и управление от устройства ЧПУ - символ NC. В положении «Ручное управление» возможно управление станком с помощью кнопок и переключателей, расположенных на пульте станка. При этом переключатель режима работ, находящийся на пульте устройства ЧПУ, должен быть поставлен в положение «Индикация» (ручное управление). Включение правого вращения шпинделя осуществляется кнопкой 24, а левого - кнопкой 22. При необходимости можно произвести толчок шпинделя в ту или иную сторону с помощью кнопок 21 и 23. Длительность вращения шпинделя при этом определяется длительностью воздействия на кнопку.
С помощью переключателя 15 осуществляется выбор необходимого угла установки стола (0°, 90°, 180°, 270°). Выбор направления и включение поворота стола производятся нажатием кнопок 16 и 17. Включение освещения осуществляется с помощью тумблера 4, а подачи СОЖ - с помощью тумблера 5.
Кнопки 8-13 предназначены для включения перемещения узлов станка, что подтверждается загоранием соответствующих сигнальных лампочек. Кнопкой 8 включается продольное перемещение стола (координата W), кнопкой 9 - выдвижение шпинделя (координата Z). Включение кнопки 10 приводит к перемещениям радиального суппорта планшайбы. Это перемещение при работе станка в автоматическом режиме не программируется. Кнопкой 11 включается поворот стола. Кнопка 12 обеспечивает включение перемещения стола в поперечном направлении (координата Х), а кнопка 13 - вертикальное перемещение шпиндельной бабки (координата Y).
Черновая обработка контура детали может осуществлиться в полуавтоматическом режиме. Для этого необходимо нажать одновременно кнопки 12 и 13 (координаты X и Y), а переключатель 14 поставить в соответствующее с требуемым направлением движения положение. Направление стрелки на переключателе указывает направление движения инструмента. Включение же перемещения осуществляется нажатием кнопки 19 «Пуск», что подтверждается загоранием сигнальной лампочки 20. Скорость совместных перемещений узлов, обозначенных кнопками 8 и 9, регулируется кнопками, расположенными на вариаторе 7. Включение подачи вперед осуществляется нажатием кнопки 28, а назад - кнопки 27.
При этом любое перемещение рабочих органов станка подтверждается загоранием сигнальной лампочки 29. Стоп подачи осуществляется путем нажатия клавиши 26, а стоп движения - нажатием клавиши 25. На пульте станка имеется кнопка 18 «Аварийный стоп», при нажатии которой выключается питание оборудования станка. При постановке переключателя режима работ в положение «NC» станок управляется только от устройства ЧПУ. При этом включением кнопки 2 дублируется «Пуск» на пульте ЧПУ, а кнопкой 1 - пуск после технологической остановки (кветирование).