
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Многооперационный станок мод. МА655А
Модель МА655А. Многооперационный станок мод. МА655А (рис. 5.2), изготовленный московским заводом «Станкоконструкция» по проекту ЭНИМСа, построен по типу вертикально-фрезерных бесконсольных станков с крестовым столом. Станок оборудован системой автоматической смены инструмента из магазина на 8 инструментов типа «корона», который внешне напоминает восьмишпиндельную револьверную головку. Предназначен для обработки деталей сложной формы с криволинейными контурами типа дисков, кулачков, плит, рычагов, корпусных деталей. На станке можно производить фрезерование плоскостей и пазов, сверление, зенкерование и предварительное растачивание отверстий. Класс точности станка — П (повышенная точность).
Автоматическое управление станком осуществляется от контурной системы Н33-2М, обеспечивающей одновременное управление по трем координатам при линейной интерполяции или по двум координатам при круговой интерполяции. Система позволяет выполнять коррекцию длины инструмента, а также его радиуса. Программируются выбор и смена инструмента, переключение частоты вращения шпинделя, включение и выключение шпинделя, зажим и разжим подвижных органов. Программоноситель — восьмидорожечная перфолента в коде ИСО. Датчиками обратной связи по положению рабочих органов станка являются вращающиеся трансформаторы типа ВТМ-1В, связанные с ходовыми винтами через специальные редукторы. Один оборот вращающегося трансформатора соответствует перемещению на 1 мм по каждой координате.
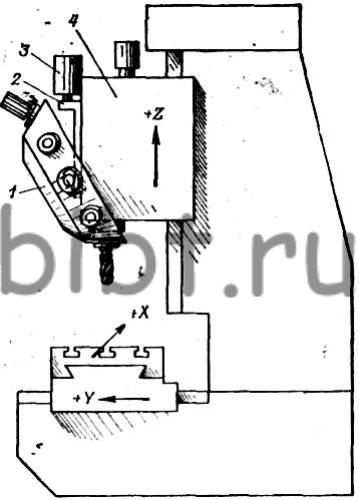
Рис. 5.2. Станок мод. МА655А.
Магазин инструментов 1 располагается на ползуне 2, который перемещается по шпиндельной головке 4 с помощью гидроцилиндра 3. Ось каждого гнезда для инструмента поворотом магазина от гидродвигателя совмещается с осью шпинделя. Цикл смены инструмента состоит в следующем. Закончивший работу инструмент освобождается от зажима в шпинделе и удерживается захватами в гнезде чаши магазина. После этого ползун 2 с магазином перемещается вниз и выводит конус инструмента из конусного отверстия в шпинделе. Далее магазин поворачивается до тех пор, пока к шпинделю не подводится следующий (по технологическому процессу) инструмент, хвостовик которого вводится в конус шпинделя ходом «короны» вверх. Инструмент зажимается в шпинделе, а захваты «короны» освобождают его для свободного вращения. Новый инструмент начинает выполнение последующих переходов по обработке заготовки.
Преимуществом рассмотренного магазина по сравнению с восьмишпиндельной револьверной головкой является прежде всего то, что все инструменты зажимаются в одном и том же шпинделе. Это повышает точность установки инструмента относительно заготовки, причем не требует высокой точности позиционирования самой «короны». Одновременно повышается жесткость технологической системы, что ведет к снижению погрешностей обработки. Кроме того, упрощается конструкция станка, а небольшая масса «короны» по сравнению с револьверной головкой снижает динамические усилия при смене инструмента и уменьшает потери времени на выполнение этой операции, в процессе которой станок фактически простаивает, поскольку обработка заготовки при этом прерывается.
Рассмотрим примеры конструкций многооперационных станков с горизонтальным расположением оси шпинделя. Такие станки обычно имеют поворотный стол и предназначены для обработки наиболее сложных корпусных заготовок, имеющих большое число обрабатываемых плоскостей, отверстий, выемок, с четырех и более сторон.