
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Многоинструментный сверлильно-фрезерно-расточный станок мод. ИР500МФ4. Краткая техническая характеристика станка мод. ИР500МФ4.
Модель ИР500МФ4. Многоинструментный сверлильно-фрезерно-расточный станок мод. ИР500МФ4 (рис. 5.4), выпускаемый Ивановским заводом тяжелого станкостроения им. 50-летия СССР, предназначен для обработки корпусных деталей на поворотном столе. На станке производятся сверление, зенкерование, развертывание, растачивание точных отверстий по координатам, фрезерование по контуру с линейной и круговой интерполяцией, нарезание резьбы метчиками. Класс точности станка - Н.
Все узлы станка смонтированы на общей жесткой станине. Бесконсольная шпиндельная бабка расположена внутри портальной стойки. Поворотный индексируемый стол перемещается по отдельной станине. В приводах подачи шпиндельной бабки, стойки и стола применены прецизионные шариковые винтовые пары с предварительным натягом. Опорами шариковых винтов служат прецизионные комбинированные роликовые и радиально-упорные подшипники. Перемещение подвижных узлов осуществляется от высокомоментных электродвигателей с постоянными магнитами, что обеспечивает стабильность времени разгона и торможения (в пределах 0,2 с). Комбинированные направляющие состоят из высокоточных роликовых опор, установленных с предварительным натягом, и накладок, изготовленных из антифрикционного полимерного материала, обладающего низким коэффициентом трения и высокой демпфирующей способностью.
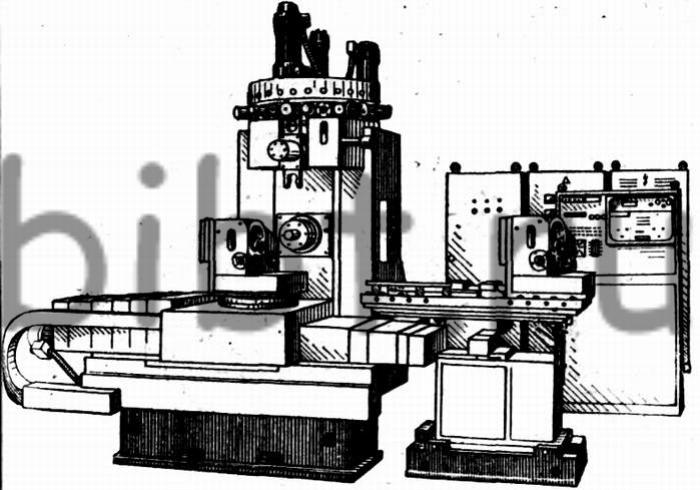
Рис. 5.4. Станок мод. ИР500МФ4.
Горизонтальный шпиндель станка смонтирован в отдельном корпусе на двух прецизионных подшипниках (один - с цилиндрическими роликами, другой - упорно-радиальный); это способствует высокой точности, жесткости и виброустойчивости. Зажим инструмента в шпинделе гидромеханический. Привод шпинделя осуществляется от электродвигателя постоянного тока через двухступенчатую коробку скоростей. В пределах 21-184 об/мин регулирование частоты вращения производится при постоянном моменте, а в пределах 184 - 3000 об/мин - при постоянной мощности. Автоматическая ориентация шпинделя с управлением от системы ЧПУ позволяет осуществлять серию технологических циклов, в которых необходимо отвести резец от рабочей поверхности в точно определенную позицию, не повредив изделие.
Встроенный поворотный делительный стол позиционируется в автоматическом режиме. Для установки и крепления детали на поверхности стола предусмотрена координатная сетка резьбовых отверстий. Отдельно стоящее гидромеханическое поворотное (на 180°) устройство автоматической смены столов-спутников позволяет исключить из технологического цикла время на установку и снятие детали. Устройство автоматической смены инструмента, расположенное вне рабочей зоны, состоит из инструментального магазина барабанного типа с кодированными гнездами и манипулятора. Выбор инструмента возможен в любой последовательности.
Для питания гидравлических устройств станка служит аксиально-поршневой насос переменной производительности с автоматическим регулированием расхода масла. В гидросистеме станка имеется гидроаккумулятор с эластичным мешком, обеспечивающий уравновешивание шпиндельной бабки. Все трущиеся детали станка и подшипники шпинделя смазываются посредством централизованной автоматической дозированной системы смазки; смазка зубчатых колес и подшипников главного привода непрерывная циркуляционная. СОЖ. подается в зону резания, причем управление насосной установкой осуществляется от системы ЧПУ.
В станке применена трехкоординатная комбинированная система ЧПУ мод. Fanuc-3000 и Fanuc-3000C с линейной и круговой интерполяцией (число одновременно управляемых координат - 2). Программа может вводиться в устройство ЧПУ на перфоленте или вручную (с помощью буквенно-цифровой клавиатуры на пульте), а также посредством программного накопителя, телетайпа или от центральной ЭВМ. В качестве датчиков обратной связи по всем координатам использованы резольверы, установленные на валах электродвигателей. Дискретность задания размеров - 0,002 мм.
Краткая техническая характеристика станка мод. ИР500МФ4
Наибольшая масса обрабатываемого изделия, кг 700
Размеры рабочей поверхности стола, мм 500x500
Число индексируемых позиций стола 72
Точность поворота стола, угл. с ±3
Пределы частоты вращения шпинделя (89 ступеней), об/мин 21,2-3000
Наибольший крутящий момент на шпинделе, кгс * м 70
Мощность главного привода, кВт 14
Наибольшее перемещение, мм:
поперечное, стола (ось X) 800
вертикальное, шпиндельной бабки (ось Y) 500
продольное, стойки (ось Z) 500
Точность позиционирования по осям X, Y, Z, мм 0,025
Пределы подач стола, шпиндельной бабки, стойки, мм/мин 1-2000
Наибольшее усилие подачи, кгс 1000
Скорость ускоренного перемещения подвижных узлов, мм/мин 10000
Число инструментов в магазине 30
Наибольший диаметр инструмента, мм: при загрузке магазина без пропуска гнезд 110
то же, при пропуске одного гнезда 125
Наибольший вылет инструмента от торца Шпинделя, мм 300
Наибольшая масса оправки с инструментом, кг 15
Время смены инструмента, с 6
Габаритные размеры станка, мм 6000x3700x3100
Масса (без электрошкафов, устройства ЧПУ, гидростанции и принадлежностей), кг 12 500