
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Многооперационный станок - система YMS (Yamazaki Machining System), Япония.
Дальнейшее развитие многооперационных станков идет по пути создания сложных комбинированных конструкций, которые нередко из отдельных машин перерастают в комплексы машин, работающие как единое целое с управлением от одной системы ЧПУ (обычно класс CNC). Такие конструкции занимают промежуточное положение между станками в обычном понимании и гибкими производственными системами (см. гл. 6), состоящими из станков с ЧПУ и различного вспомогательного автоматического оборудования при управлении от единой ЭВМ,
На рис. 5.6 показана конструкция сложного комбинированного многооперационного станка-системы YMS (Yamazaki Machining System), изготовляемого одной из фирм Японии.
Станок-система имеет два стола для закрепления заготовок: крестовый стол 8 и поворотный стол 7. Пока на одном столе обрабатывается очередная заготовка, на втором производится загрузка-разгрузка. По горизонтальным направляющим 4 перемещается стойка 1, несущая инструментальный магазин барабанного типа на 30 инструментов и систему ЧПУ класса CNC (позиция 5).
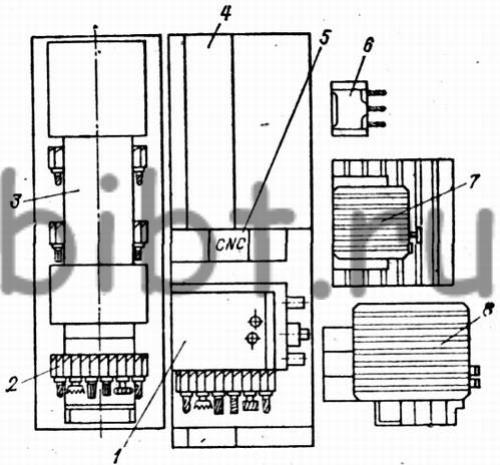
Рис. 5.6. Многооперационный станок-система YMS.
Обеспечивается автоматическая замена по программе магазинов 2 на стойке стеллажа 3. На стеллаже располагается четыре запасных магазина с настроенными комплектами инструментов. По направляющим стойки в вертикальном направлении перемещается шпиндельная бабка с горизонтально расположенным шпинделем. Вращение на шпиндель передается от электродвигателя мощностью 30 кВт. Замена инструмента в шпинделе производится по программе из магазина, находящегося в данный момент на стойке 1. Максимальный диаметр инструмента в магазине составляет 216 мм (при незаполненных соседних гнездах). Когда для обработки необходим инструмент большего диаметра или многошпиндельная головка (для обработки групп отверстий), стойка перемещается к трехъярусному стеллажу 6, где крепятся головки и крупные инструменты. Их замена на шпиндельной бабке производится автоматически при управлении от системы ЧПУ.
Станок выполняет различные циклы обработки. Возможна обработка сложных корпусов за два установа: первый установ на столе 8 (обработка базовых поверхностей) и второй установ на столе 7 (обработка остальных поверхностей с нескольких сторон). В других, более простых случаях на каждом из столов может выполняться обработка разных или одинаковых заготовок за один установ.