
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Машины формовочные встряхивающе-прессовые с амортизацией ударов без поворота полуформ 22111, 22112, 22113, 22114 для изготовления верхних полуформ.
Машины формовочные встряхивающе-прессовые с амортизацией ударов без поворота полуформ 22111, 22112, 22113, 22114 (табл. 67, 68) предназначены для изготовления верхних полуформ в условиях серийного и мелкосерийного производства отливок; при наличии вне машины устройств или приспособлений для кантовки они могут быть использованы для изготовления нижних полуформ.
67. Технические характеристики формовочных встряхивающе-прессовых машин с амортизацией ударов без поворота полуформ 22111, 22112, 22113, 22114.
| Параметр | 22111 | 22112 | 22113 | 22114 |
Размеры опок в свету, мм: |
||||
длина |
500 | 600 (630) | 800 | 1000 |
ширина |
400 | 500 | 700 | 800 |
Высота опоки, мм |
200 | До 250 | 300 | - |
Грузоподъемность *, кг |
200 | 400 | 700 | 1200 |
Производительность наибольшая цикловая, полуформ/ч |
145 | 140 | 110 | 90 |
Рабочие размеры стола, мм: |
||||
длина |
600 | 800 | 1000 | 1120 |
ширина |
450 | 560 | 750 | 850 |
Расстояние между столом и прессовой плитой, мм |
350-480 | 400-590 | 450-650 | 660-820 |
Частота встряхивания, 1/мин |
600-700 | 550-650 | До 600 | До 600 |
Усилие прессования *, кН |
42 | 65 | 120 | 180 |
Габаритные размеры, мм: |
||||
длина |
1380 | 1380 | 1860 | 1835 |
ширина |
810 | 820 | 1220 | 1265 |
высота |
1740 | 1875 | 2120 | 2435 |
Масса, кг |
1700 | 2500 | 4300 | 5300 |
* Обеспечивается при давлении сжатого воздуха 0,6 МПа.
68. Подшипники качения (класс точности 0) формовочных встряхивающе-прессовых машин с амортизацией ударов без поворота полуформ
| Обозначение (ГОСТ 8338-75) | Машина |
204 |
22111 (12 шт.) 22112 (7 шт.) |
216 |
22112 |
217 |
22113; 22114 |
222 |
22113; 22114 |
| Обозначение, ГОСТ | Машина |
7612, ГОСТ 333-79 |
22111 |
8316, ГОСТ 6874-75 |
22112 |
8322 |
22113; 22114 |
60212, ГОСТ 7242-81 |
22111 |
60214 |
22112 |
Схема машины 22113 представлена на рис. 12, а.
Основные составные части машин: механизм встряхивающе-прессовый, траверса, стойка, пневмооборудование, пульт управления.
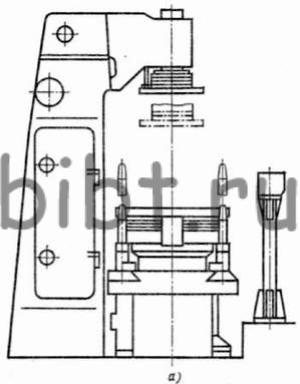
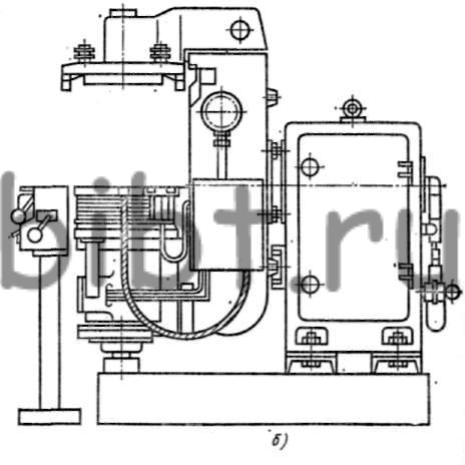
Рис. 12. Машины формовочные встряхивающе-прессовые с амортизацией ударов: а - 22113; б - 22213
Изготовление полуформы на машинах производится после следующих подготовительных операций:
последовательной установки модельного комплекта, опоки, наполнительной рамки;
заполнения опоки формовочной смесью;
предварительного встряхивания; пополнения опоки смесью;
снятия наполнительной рамки.
Далее полуформа изготавливается в автоматическом режиме путем встряхивания с одновременным прессованием и последующей вытяжкой модели из формы с включением вибратора. В пооперационном режиме могут осуществляться также встряхивание с последующим прессованием, простое встряхивание и простое прессование.
Машины полностью пневматические и электрооборудования не имеют.
Амортизация ударов во встряхивающих механизмах машин происходит за счет встроенных тарированных пружин и соответствующего подбора соударяющихся масс встряхивающего стола и ударника; устойчиво работают на всех режимах.
Съем полуформ - штифтовой, скорость съема регулируется. Для механизации установки и съема опок возможно применение вместо штифтов роликовых планок.
Поворот прессовой траверсы к полуформе и в исходное положение осуществляется автоматически с торможением в конце хода, скорость поворота регулируется. Расстояние между нижней плоскостью прессовой плиты и плоскостью встряхивающего стола регулируется опусканием прессовой плиты с помощью винтового механизма. Для исключения поворота в горизонтальной плоскости стола встряхивания и прессовой плиты предусмотрены направляющие.
Зазор между опорными пластинами траверсы и стойки регулируется.
Встряхивающе-прессовый механизм и направляющие смазываются централизованно два раза в смену из пневмогидравлического бачка маслом И-20А. Смазывание остальных трущихся поверхностей производится через пресс-масленки, а также заправкой смазочного материала в полость подшипников или нанесением на зубья передачи солидола С (ГОСТ 1033-79) один раз в три месяца.
Глубина заложения фундамента зависит от грунта. При установке на фундамент отклонение плоскости встряхивающего стола от горизонтали по уровню не должно превышать 0,5 : 1000 мм. Пульт управления устанавливается не ближе 1,5 м от машины. Пневмопроводы укладываются ниже уровня пола.