
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Машины формовочные встряхивающие с допрессовкой и поворотом полуформ 254М, 255М для формовки нижних опок.
Машины формовочные встряхивающие с допрессовкой и поворотом полуформ 254М, 255М (рис. 14) предназначены для формовки нижних опок; возможна также формовка верхних опок с последующей кантовкой вне машины при сборке.
Увеличить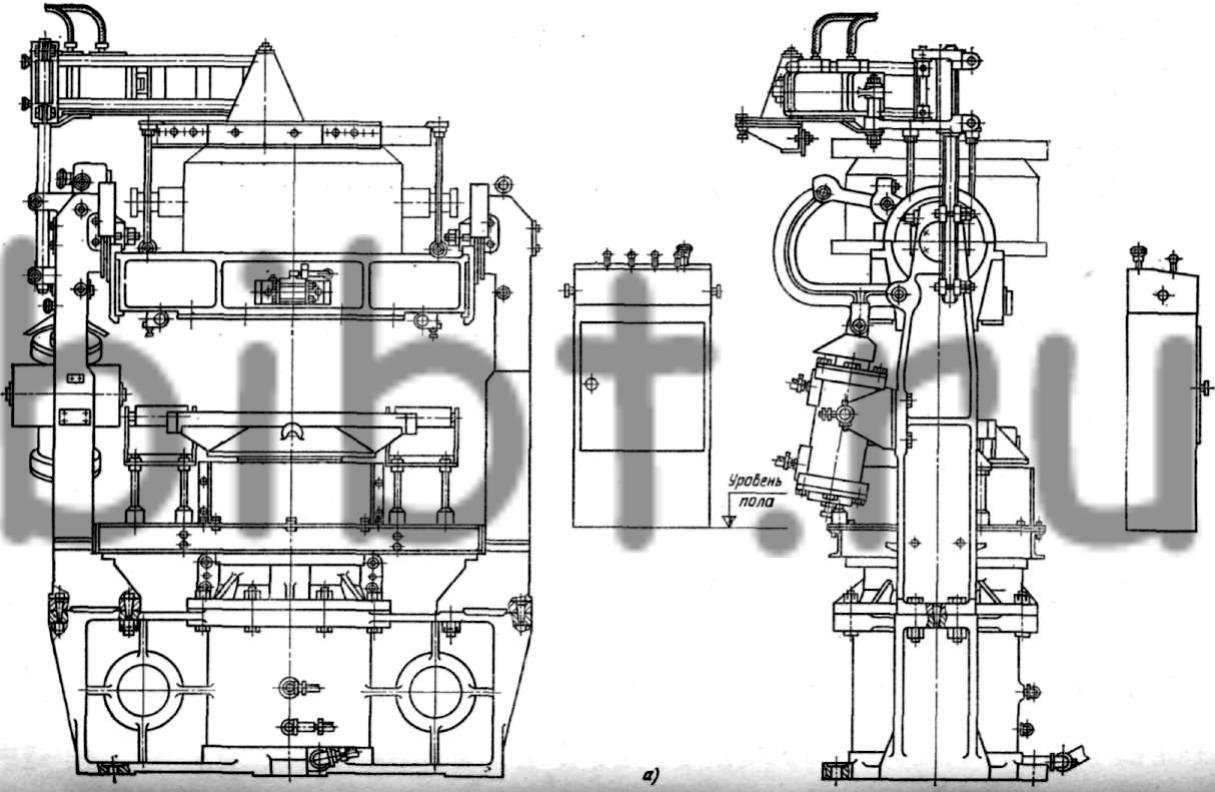
Увеличить
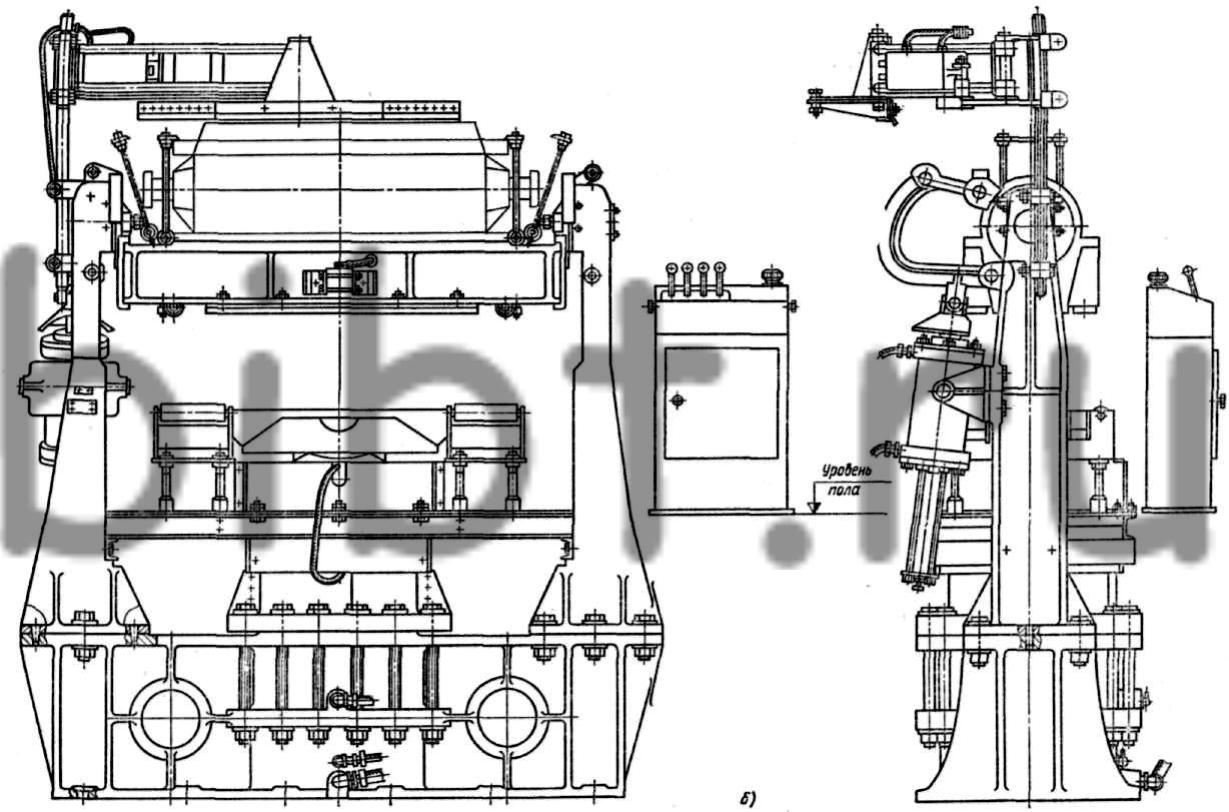
Рис. 14. Машины формовочные встряхивающие с допрессовкой и поворотом полуформ: а - 254М; б - 255М
Техническая характеристика формовочных встряхивающих машин с допрессовкой и поворотом полуформ 254М 255М
| 254М | 255М | |
Размеры опок в свету, мм: |
||
длина |
800 | 1000 |
ширина |
700 | 800 |
Суммарная высота модельного комплекта и опоки, мм, не более |
420 | 480 |
Производительность наибольшая цикловая, полуформ/ч |
45 | 45 |
Ход вытяжки, мм |
250 | 300 |
Грузоподъемность *, кг |
600 | 1200 |
Усилие прессования *, кН |
130 | 165 |
Высота роликового конвейера над уровнем пола, мм |
437 | 410 |
Ход пресс-поршня, мм |
360 | 400 |
Масса падающих частей, кг |
600 | 1870 |
Высота встряхивания, мм |
80 | 70 |
Габаритные размеры, мм: |
||
длина |
2000 | 2600 |
ширина |
1200 | 1350 |
высота |
2830 | 3320 |
Масса, кг |
4000 | 6500 |
* Обеспечивается при давлении сжатого воздуха 0,6 МПа.
Основные узлы машины: встряхивающий механизм, прессующее устройство, поворотный механизм.
Встряхивающий механизм и прессующее устройство, смонтированные в станине, состоят из встряхивающего стола, отлитого вместе с поршнем, и прессового поршня, служащего одновременно цилиндром для поршня встряхивающего стола.
Поворотный механизм состоит из поворотного стола, стоек, серьги, рычага, пневмоцилиндра. Стойки прикреплены к станине. Стол поворачиваемся на 180 на цапфах, опирающихся на сухари, смонтированные в головках стоек. При встряхивании сухари скользят по направляющим планкам.
Для удаления излишка смеси с опоки по окончании встряхивания на левой стойке машины имеется скребок, приводимый в движение пневмоцилиндром с системой рычагов. Для закрепления опоки на поворотном столе и предохранения ее от падения при повороте служат пневмозажимы, вмонтированные внутрь поворотного стола.
Работа машин происходит следующим образом. На поворотном столе устанавливается подмодельная плита с моделью и направляющими штырями, после чего устанавливается опока, которая наполняется формовочной смесью. Включается встряхивание. Воздух из магистрали поступает под прессовый поршень и поднимает его вверх до упора в полукрышки. Вместе с пресс-поршнем поднимается встроенный в него встряхивающий стол, который, дойдя до поворотного стола, поднимает его на 5-15 мм и производит встряхивание. Продолжительность встряхивания регулируется пневматическим реле времени. По окончании уплотнения встряхиванием пресс-поршень со встряхивающим столом опускается в исходное положение.
С помощью скребка машины удаляется излишек смеси, и скребок возвращается в исходное положение. На опоку укладывается подопочный щит и пневмозажимами прижимается к опоке. С помощью цилиндра поворота через рычаг и серьгу опока вместе со столом кантуется на 180°. Включается прессование с вибрацией. Усилие прессования через поворотный стол и щеки передается на стойки. Через 5-7 с после раскрытия зажимов производится вытяжка модели. В конце хода вытяжки опока укладывается на роликовый конвейер машины, откуда затем перемещается на цеховой роликовый конвейер. Стол возвращается в исходное положение.