
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Линия А99 непрерывного горизонтального литья чугунных заготовок для деталей гидро- и пневмоаппаратуры, направляющих станков, прессов и другого оборудования, втулок различного назначения.
Линия А99 непрерывного литья заготовок (рис. 25) предназначена для получения методом непрерывного горизонтального литья чугунных заготовок для деталей гидро- и пневмоаппаратуры, направляющих станков, прессов и другого оборудования, втулок различного назначения в условиях крупносерийного и массового производства.
Увеличить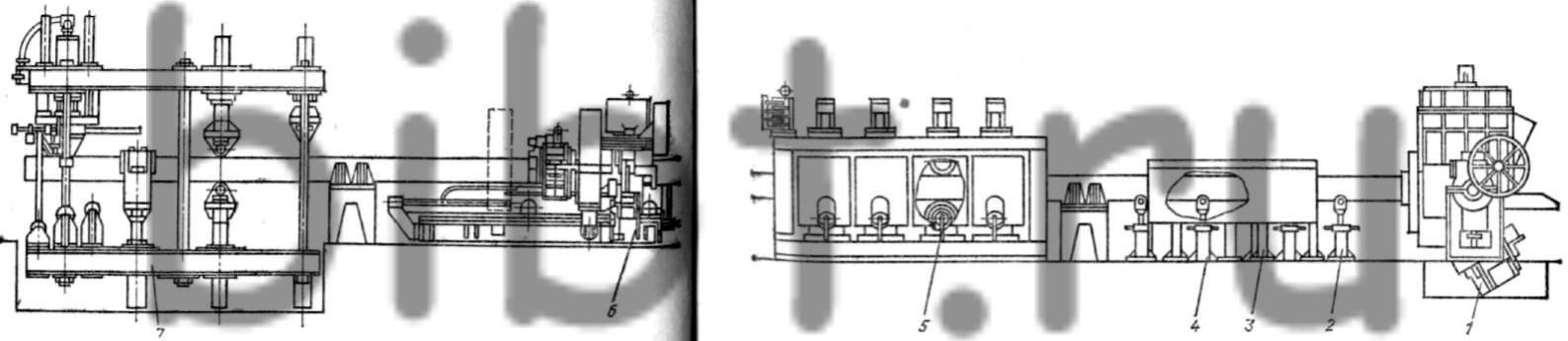
Рис. 25. Линия А99 непрерывного литья заготовок:
1 - агрегат кристаллизации; 2 - ролик поддерживающий; 3 - кожух; 4 - ролик направляющий; 5 - клеть тянущая; 6 - агрегат надрезки; 7 - агрегат ломки заготовок
Техническая характеристика линии А99
Размеры сечения заготовок, мм:
диаметр описанной окружности 400
высота наибольшая 250
высота наименьшая 20
Длина заготовки, мм 1000-3000
Скорость вытягивания заготовки, м/мин 0,15-2,5
Шаг вытягивания, мм 10-75
Усилие вытягивания наибольшее, кН 50
Полезная вместимость миксера при высоте заготовки, кг:
наименьшей 1200
наибольшей 1050
Вместимость, кг:
полная миксера 1700
«болота» миксера 200
Число:
ручьев наибольшее 4
рабочих, обслуживающих линию в одну смену 2
Усилие при ломке заготовок, кН 800
Рабочее давление в гидросистеме, МПа (кгс/см2) 3,5 (35); 20 (200)
Расход, м3/ч:
воды на охлаждение 50
природного газа 2,5-3,5
сжатого воздуха 700
Установленная мощность, кВт 125
Габариты линии, мм:
длина 24930
ширина 4500
высота 2425
Масса комплекта оборудования, т 30
Технологический цикл изготовления заготовок включает следующие операции:
установку кристаллизатора и затравки в кристаллизатор; заливку и затвердевание первой порции чугуна в кристаллизаторе, вытягивание заготовок, надрезку и ломку заготовок на мерные длины. Заливают расплав в миксер и убирают отлитые заготовки от линии с помощью цеховых средств.
Непрерывное горизонтальное литье чугунных отливок обеспечивает мелкозернистую структуру и чистую поверхность отливаемых заготовок, высокую плотность и герметичность отливок, снижение трудоемкости механической обработки вследствие минимальных припусков, отсутствия пригара и окисных пленок, возможность изготовления литьем заготовок большой протяженности, выход годного литья в пределах 85-90 %, чего нельзя достичь при литье обычными методами.
Линия позволяет получать заготовки из различных марок чугунов, в тем числе из высокопрочного и легированного.
Дистанционное управление линией осуществляют с центрального пульта и пультов, расположенных на технологических участках.