
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 4. Техника и режимы сварки. Режимы газовой сварки. Скорость сварки. Диаметр присадочного материала в виде проволоки. Угол наклона мундштука горелки.
Сварка в нижнем положении затруднений не вызывает и не требует каких-либо специальных приемов. Сварку вертикальных швов снизу вверх удобнее выполнять левым способом (рис. 87, а). Горизонтальные швы чаще выполняют правым способом (рис. 87, б), при котором газовый поток пламени направлен на шов и тем самым препятствует стеканию металла из сварочной ванны. В этом случае в отличие от обычного правого способа сварку ведут справа налево, а сварочной ванне придают некоторый наклон, облегчающий формирование шва. Потолочные швы также лучше сваривать правым способом (рис. 87, в), в этом случае конец присадочной проволоки и давление газового потока препятствуют стеканию жидкого металла вниз.

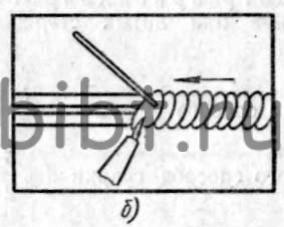
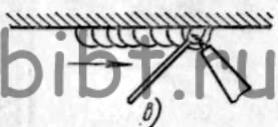
Рис. 87. Сварка вертикальных (а), горизонтальных на вертикальной плоскости (б) и потолочных (в) швов
Режимы газовой сварки определяются в основном следующими факторами: мощностью сварочного пламени, скоростью сварки, диаметром присадочного материала, углом наклона мундштука горелки. Все эти факторы связаны с толщиной свариваемого металла.
Мощность пламени определяется расходом горючего и обычно измеряется в литрах на час. Приближенно мощность ацетилено-кислородного пламени можно определить по формуле Vа=kS,
где Va - мощность пламени (расход ацетилена), л/ч;
S - толщина свариваемого металла, мм;
k - коэффициент пропорциональности, л/ч*мм (для низкоуглеродистой стали - 100-130, для высоколегированной стали и чугуна - 75-100, для алюминия - 100-150, для меди и ее сплавов- 150-225).
При сварке правым способом значение коэффициента пропорциональности несколько возрастает.
Скорость сварки примерно может быть определена по формуле vсв=А/S,
где vсв -скорость сварки, м/ч;
S - толщина свариваемого металла, мм; А - коэффициент, зависящий от свойств свариваемого металла и частично от его толщины, м*мм/ч (для стали средних толщин-12-15, для никеля -9-11).
Диаметр присадочного материала в виде проволоки, прутков или литых стержней приближенно подбирается по формулам:
для левого способа сварки d= S/2 + 1;
для правого способа сварки d=S/2;
При толщине металла более 15 мм в практике всегда применяют присадочный материал диаметром 6-8 мм и более.
Угол наклона мундштука горелки увеличивают с увеличением толщины свариваемого металла. Примерные значения его, рекомендуемые для левого способа сварки сталей, приведены на рис. 88. При сварке более теплопроводных материалов (медь, ее сплавы и др.) угол наклона должен быть несколько большим.
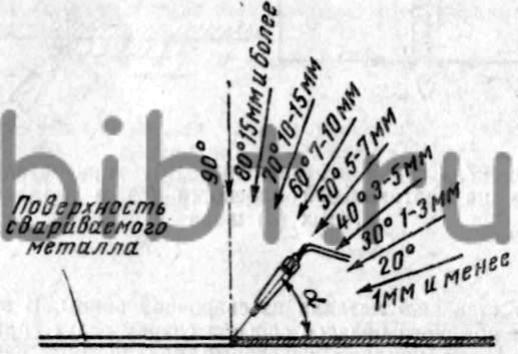
Рис. 88. Углы наклона мундштука горелки при сварке стали разных толщин