
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Кривошипно-шатунный механизм одностоечного пресса открытого типа. Механизм регулировки ползуна.
Кривошипно-шатунный механизм одностоечного пресса открытого типа (см. рис. 16) позволяет регулировать ход ползуна (рис. 19). Корпус 13 ползуна установлен в направляющих планках, закрепленных на станине пресса. Поступательное вертикальное движение ползун получает от кривошипного вала 12. На конце эксцентрикового вала имеется отверстие для поворота с помощью лома.
На эксцентриковую часть вала свободно надета эксцентриковая втулка 11, и вал может в определенном положении фиксироваться на этой втулке зубчатой муфтой 10, сцепляющейся с зубьями эксцентриковой втулки, и гайкой 9, выполненной с левой резьбой. Муфта 10 с валом соединена шпонкой 8. Чтобы муфта 10 и эксцентриковая втулка 11 расцепились, надо вращать специальным ключом гайку 9. После этого, поворачивая эксцентриковую втулку на определенный угол, можно изменять ход ползуна. Наибольший ход ползуна равен эксцентриситету эксцентриковой втулки и вала. Наименьший ход ползуна получается, если эксцентриситет втулки 11 установлен диаметрально противоположно эксцентриситету вала.
Промежуточные ходы достигаются соответствующей фиксацией втулки 11 и зубчатой муфты 10. Расстояние от стола пресса до нижней плоскости ползуна изменяют винтом 6, ввернутым в шатун 7 и опирающимся на сферический вкладыш 4. После регулировки винт стопорят сухарями 5. Хвостовик верхней части штампа закрепляется зажимами 2 с помощью гаек 1.
Для удаления изделия из верхней части штампа в ползуне имеется отверстие для прохода круглого стержня, с которым соприкасается толкатель 3. Толкатель может перемещаться в окне ползуна. Во время хода ползуна вверх концы толкателя задевают за упоры, которые укреплены на станине пресса и могут регулироваться в определенных пределах.
На двухстоечных открытых прессах (см. рис 17) усилием до 980,7 кН (100 тс) механизм для регулирования хода ползуна многих моделей выполняется по типу, показанному на рис. 20. Винт 8 имеет шаровую головку, которая покоится на опорном вкладыше 1 и закрепляется гайкой 2. Резьбовой конец винта ввертывается в шатун 7 и стопорится сухарями 10 и 11 с помощью болта 12.
Верхняя часть шатуна изготовлена в виде разъемной крышки с бронзовыми вкладышами, имеющими ходовую посадку на эксцентриковой втулке 3. На вал 5 посажена эксцентриковая муфта 4, которая связана с эксцентриковой втулкой 3 зубчатым кольцом 6. Во время регулировки хода ползуна зубчатое кольцо 6 отводят в правую сторону, а эксцентриковую втулку 3 поворачивают вокруг муфты 4. На ободе эксцентриковой втулки 3 нанесены цифры, указывающие величину хода ползуна в миллиметрах. Для выталкивания изделия из верхней части штампа служит толкатель 9, о работе которого рассказано выше (см. рис. 19).
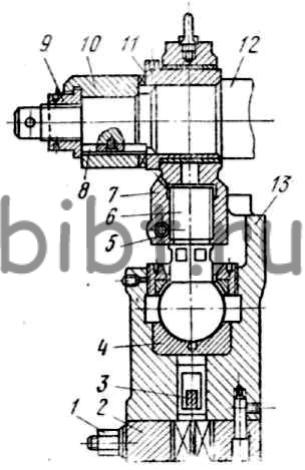
Рис. 19. Устройство кривошипно-шатунного механизма
Механизм для регулирования хода ползуна, показанный на рис. 19, имеет недостаток: зубчатые муфты в процессе работы пресса быстро изнашиваются и выходят из строя. Регулирование применяется в мелкосерийном и единичном производствах, в которых частые переналадки прессов являются неизбежностью. В крупносерийном и массовом производствах применяют прессы с постоянным ходом ползуна, обеспечивающим более стабильную работу.
Главный рабочий вал у одностоечных прессов (см. рис. 18, б) называется кривошипным. Опорные подшипники кривошипного вала расположены по. одну сторону шатуна. Шатун надевается на эксцентриковую часть вала; сзади пресса устанавливается маховик с муфтой включения. Тормоз устанавливается на одностоечных прессах в середине главного вала.
На двухстоечных прессах (см. рис. 18, в) главный вал называется коленчатым. Колено вала часто называют кривошипом, отсюда происходит название «кривошипные прессы». Число колен (кривошипов) на главном валу - от одного до четырех, в зависимости от конструкции и развиваемого усилия пресса.
Главный вал вращается в подшипниках скольжения. На одностоечных прессах устанавливают неразъемные подшипники в виде втулок, а на двухстоечных - разъемные, из двух половинок, в виде вкладышей. Разъемные подшипники скольжения устанавливают на главные валы на всех кривошипных прессах. Подшипники смазывают густой смазкой (солидолом).
Если длина вала невелика, то он устанавливается в двух подшипниках, которые располагаются вблизи колен для уменьшения изгиба вала. Длинные валы тяжелых прессов с несколькими коленами (кривошипами) имеют, кроме того, промежуточные подшипники в середине (см. рис. 18, г). На конце вала (за подшипником) делается шейка для посадки маховика или зубчатого колеса привода. В случае двустороннего привода такие шейки имеются на обоих концах вала. При работе пресса главный вал имеет большие нагрузки, поэтому он изготавливается из высококачественной стали (например, 40Х или 40ХН) и подвергается термической обработке.
На эксцентриковую или кривошипную шейку главного вала надевается шатун (см. рис. 20) своей верхней частью. Нижняя часть шатуна у большинства прессов имеет внутреннюю резьбу для ввертывания винта с шаровой опорой. Направляющие ползуна сделаны на станине пресса. Для регулирования зазора между ползуном и направляющими имеются регулировочные болты. У прессов усилием до 980,7 кН (100 тс) в нижней плоскости ползуна имеется отверстие для крепления хвостовика штампа. Нижняя полость ползуна, к которой крепится верхняя часть штампа, должна быть параллельна плоскости стола.
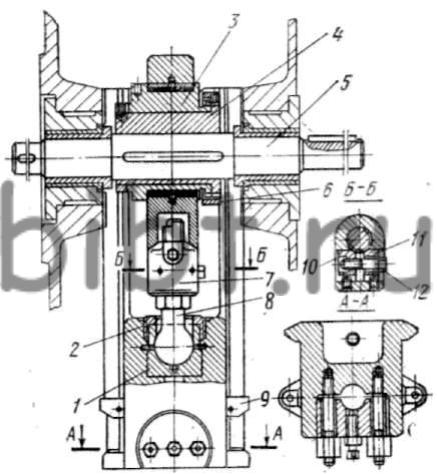
Рис. 20. Механизм регулировки ползуна
На больших прессах усилием более 980,7 кН (100 тс) на нижней плоскости ползуна имеются Т-образные пазы или ряд отверстий под болты для крепления штампа. Для того чтобы во время работы не возникали перекосы ползуна, устанавливают штампы симметрично от центра ползуна. Крупногабаритные асимметричные изделия при одновременной установке на одном ползуне нескольких штампов с различными усилиями штамповки во избежание перекосов рекомендуется изготовлять на четырехкривошипных прессах.
Станины, например, одностоечных прессов, изготовляют цельнолитыми. Во время работы пресса станина испытывает растягивающую и изгибающую нагрузки. Наладчик должен помнить, что прессы нельзя нагружать выше допускаемого усилия, указанного в технической характеристике.
Столы прессов обычно изготовляют неподвижными. Регулируемые по вертикали столы применяют на некоторых одностоечных открытых прессах. На столе пресса, как правило, закрепляется подштамповая плита, на которую устанавливают нижнюю часть штампа.