
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Револьверный механизм подачи заготовок на штамп. Шиберный механизм для подачи заготовок в вытяжной штамп. Укладчик для подачи листов в крупногабаритный штамп.
Для подачи плоских штучных заготовок на штамп применяют револьверные, лотковые, шиберные, бункерные и другие механизмы. Примером механической подачи плоских штучных заготовок служит револьверный механизм, показанный на рис. 69. Диск револьверной головки, имеющий двенадцать гнезд для укладки заготовок, вращается от червячной передачи 1, которая получает движение от реечной пары 2 и храповой муфты 3.
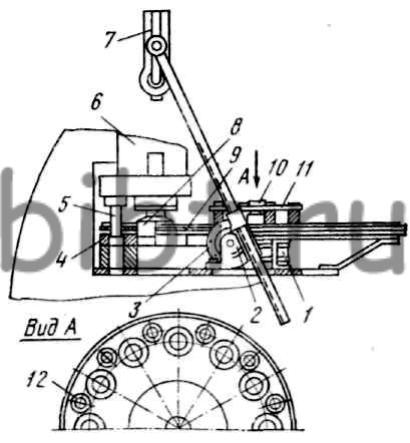
Рис. 69. Револьверный механизм подачи заготовок на штамп
При повороте диска заготовки последовательно перемещаются на 1/12 окружности в зону штампа 4. При ходе ползуна 6 вниз пуансон 5 проталкивает заготовку изделия на матрицу и производит штамповку. Реечный механизм, работает от кривошипа 7, установленного на коленчатом валу пресса.
Точность угла поворота револьверного диска 9 вокруг оси 10 обеспечивается фиксатором 8. Для предотвращения проскальзывания гнезда диска относительно матрицы имеется тормозное устройство 11, работающее с помощью пружин.
Рабочий-штамповщик укладывает вручную заготовки изделия в гнезда 12. Ручную укладку заготовок можно заменить бункерной подачей и работать на автоматическом цикле. Гнезда, матрица и пуансон изготовляются быстросменными для различных изделий.
Для подачи штучных заготовок наряду с револьверными механизмами применяют так называемые шиберные механизмы (рис. 70). В этих механизмах заготовки укладываются в лоток 1, из которого перемещаются в рабочую зону штампа 5 с помощью шибера 3, представляющего собой толкающую планку. Шибер получает холостое движение от ползуна пресса через двуплечий рычаг 2, а рабочее движение от пружины 4.
В холодноштамповочных цехах отечественных заводов создано много разнообразных механизмов, в которых ручная подача заготовок в штампы заменена механической и автоматической. Каждое автоматическое загрузочное устройство состоит из бункера и механизма поштучной выдачи-заготовок.
В серийном производстве применяют приставные универсальные узлы, которые можно легко установить и снять с пресса. К таким устройствам относятся следующие узлы: для подачи ленты, подачи полосы, подачи штучных заготовок.
Укладчик штучных заготовок для крупногабаритного штампа показан на рис. 71. Предварительно уложенная на тележку 9 стопа листов высотой 500-550 мм краном подается на узкоколейный путь 8 и вдвигается до упора в сварную раму 7. После того как стопа установлена в нужное положение, в работу включается вместе с прессом укладчик.
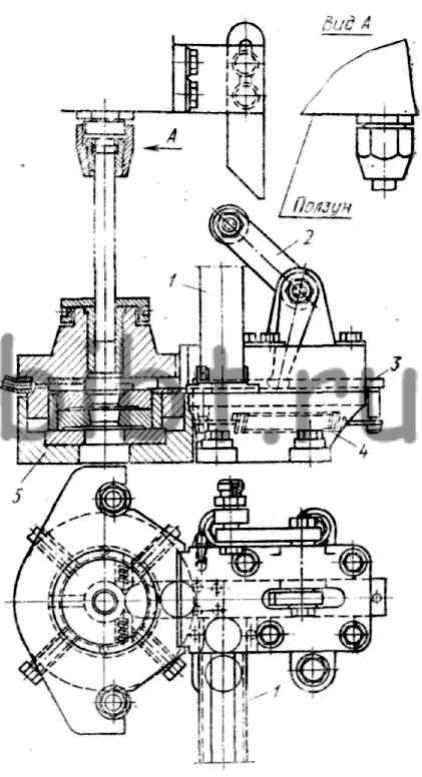
Рис. 70. Шиберный механизм для подачи заготовок в вытяжной штамп
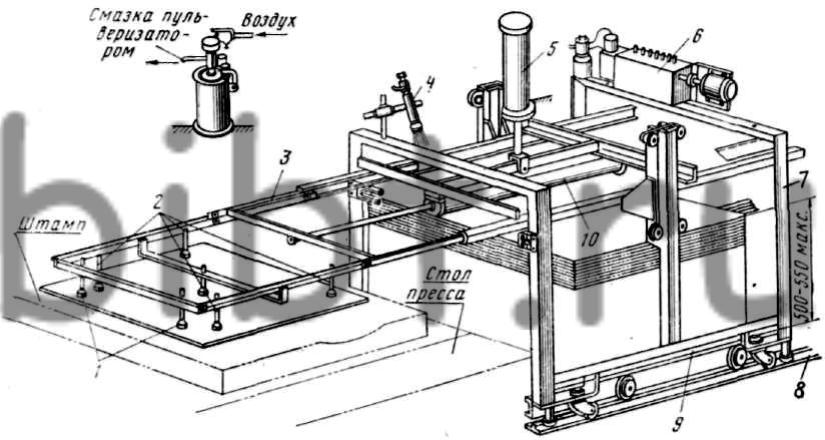
Рис. 71. Укладчик для подачи листов в крупногабаритный штамп
Вертикальный цилиндр 5 начинает движение вниз, опуская механизм подачи на стопу. Вначале со стопой соприкасаются рабочие вакуумные присосы 2, сжимая установленные на них пружины, а затем отделяющие вакуумные присосы 1, не имеющие пружины. При обратном ходе отделяющие присосы приподнимают край верхнего листа на 10-12 мм и обеспечивают отделение листа от стопы. Остальные листы в это время остаются в стопе сжатыми под действием пружин рабочих присосов.
В изогнутом виде лист поднимается до верхнего крайнего положения штоком вертикального цилиндра 5. Шток нажимает на конечный выключатель, дающий команду на включение пульверизаторов 4 для смазки листа и отключение отделяющих присосов 1. Отключение пульверизаторов происходит после того, как ползун пресса переместится вверх и образует достаточное расстояние между матрицей и пуансоном.
Распределительное устройство 6 дает команду на включение цилиндра 10, и механизм подачи 3 выдвигается вместе с листом заготовки на матрицу штампа до упора. Ползун пресса, дойдя до верхнего положения, останавливается; пресс выключается вместе с рабочими присосами укладчика. Это выключение служит сигналом на возврат механизма подачи. Как только механизм подачи возвратится в исходное положение, включается в работу пресс для штамповки изделия. Потом цикл работы укладчика повторяется.