
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Прессы для штамповки эластичной средой (полиуретаном или резиной). Схема инструментальной оснастки для штамповки эластичной средой.
Большое распространение получили прессы для штамповки эластичной средой (полиуретаном или резиной). Их строят на усилие от 20 до 600 МН (2000-60 000 тс) и используют для обработки листа толщиной 1,5-2 мм из алюминиевых сплавов и стального листа 0,5-0,6 мм. При этом осуществляются такие операции, как вытяжка, вырубка, гибка. Такие прессы принимают в серийном производстве деталей самолетов и судов, подвижного состава железных дорог, при изготовлении декоративной облицовки и несущих конструкций промышленных и гражданских зданий и т. п.
Схема инструментальной оснастки для штамповки эластичной средой показана на рис. 105, а. Подушку 2 из полиуретана или резины укрепляют в металлическом коробе (контейнере) 1 на подвижной поперечине пресса. Нижний штамп (формблок) 4, имеющий форму штампуемой детали, устанавливается на плите 5 стола, которая закреплена на основании пресса. Выгода от применения этого способа штамповки в том, что предельно упрощается конструкция пресса (можно использовать прессы простого действия), снижается стоимость инструмента, упрощается установка инструмента и укладка заготовок. Практически на одном и том же штампе, меняя только формблок можно изготавливать сотни наименований разнообразных деталей. Можно одновременно штамповать много деталей, причем пока штампуют одни детали, на другом столе укладывают новые заготовки.
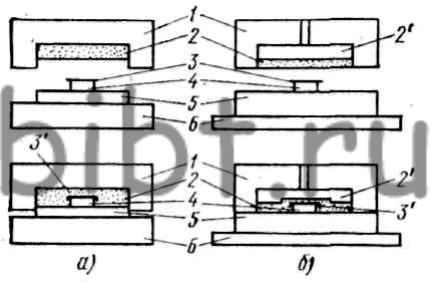
Рис. 105. Схема инструментальной оснастки для штамповки эластичной средой;
а - полиуретаном или резиной, б - жидкостью; 1 - контейнер, 2 - подушка (диафрагма), 2' - жидкость, 3 - заготовка, 3' - готовое изделие, 4 - формблок, 5 - стол, 6 - основание пресса
Прессы для штамповки эластичной средой характеризуются невысокой скоростью и небольшим рабочим ходом. Поэтому они имеют малую металлоемкость и, как правило, компактный индивидуальный насосный привод.
При гидравлической вытяжке - одной из разновидностей штамповки эластичной средой - металлический лист деформируется непосредственно жидкостью. Заготовка приобретает форму, ограниченную жесткой матрицей (жидкость играет роль пуансона) или жестким пуансоном (жидкая среда служит матрицей).
Есть прессы, на которых осуществляется комбинированный процесс: жидкость 2' заключается в емкость, ограниченную контейнером 1 и эластичной средой - диафрагмой 2 (рис. 105, б). Давление жидкости через диафрагму передается заготовке 3.
Конструкция пресса в этом случае весьма проста (рис. 106). Его станица 1, одновременно являющаяся наружной частью контейнера 4, представляет собой толстостенную трубу, обматываемую для лучшего восприятия радиальных нагрузок высокопрочной лентой 7. В контейнере закрепляют диафрагму 2. Таким образом, в прессе отсутствует рабочий цилиндр в обычном понимании, нет подвижной траверсы. Подъемные цилиндры 5 нужны для прижима стола 3 с уложенной заготовкой 6 к диафрагме 2 перед заполнением контейнера жидкостью. Столов у пресса два, когда на одном штампуют, другой находится на мосту, где с него снимают готовые детали и укладывают новые заготовки.
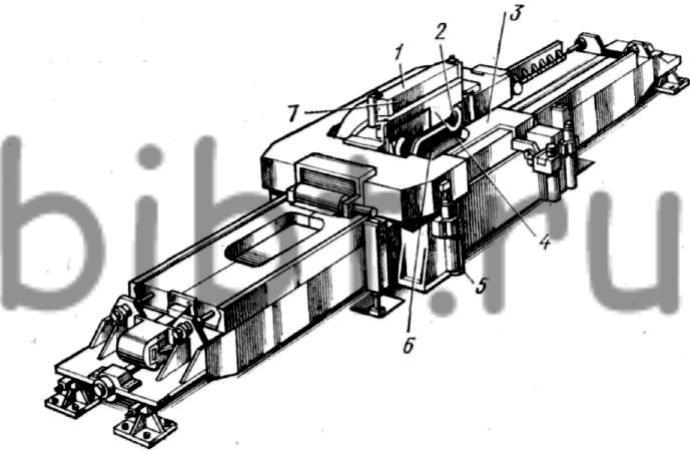
Рис. 106. Пресс для штамповки эластичной средой:
1 - станина, 2 - диафрагма, 3 - стол, 4 - контейнер, 5 - подъемные цилиндры, 6 - заготовка, 7 - обмотка