
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 2. Вырубные и пробивные штампы. Вырубной штамп с направляющими колонками закрытого типа.
На рис. 119 показан вырубной штамп с направляющими колонками закрытого типа. Штампы такой конструкции применяют для прессов усилием до 980,7 кН (100 тс). Блок штампа изготовлен из нормализованных стандартных деталей. К нормализованным деталям относятся направляющие колонки 3, нижняя плита 1, направляющие втулки 4, верхняя плита 6. На базе таких блоков могут быть изготовлены отрезные, пробивные, зачистные, просечные и другие штампы.
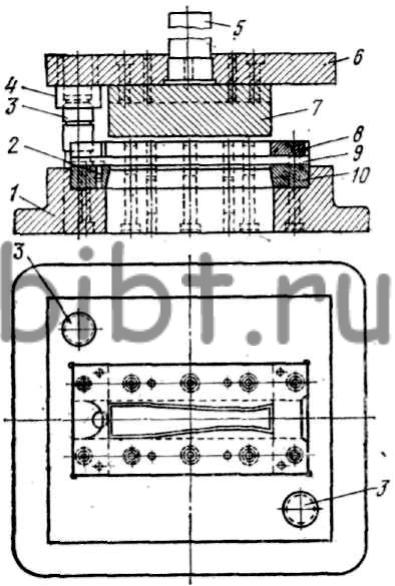
Рис. 119. Вырубной штамп с направляющими колонками закрытого типа
На столе пресса закрепляется нижняя плита 1 штампа с матрицей 10, к ползуну пресса крепится верхняя плита 6 штампа с пуансоном 7, который вместе с ползуном во время работы пресса перемещается вниз и вверх. В матрице имеется отверстие, форма и размеры которого соответствуют заготовке изделия. Пуансон изготовляется по форме таким же, как и отверстие в матрице, но имеет определенные зазоры (см. гл. I).
При опускании ползуна вниз пуансон входит в отверстие матрицы и вырубает заготовку изделия. Полоса заготовки перемещается по верхней плоскости матрицы, когда пуансон выйдет из отверстия, и останавливается в верхнем положении. Для центрирования верхней части штампа относительно нижней имеются направляющие колонки 3, по которым двигаются направляющие втулки 4, запрессованные в плиту 6.
При наладке штамп ставят в собранном виде на стол пресса так, чтобы хвостовик 5 был закреплен в ползуне пресса. После этого нижнюю плиту закрепляют прихватами (прижимами) к столу. Наличие направляющих колонок облегчает установку штампа, так как пуансон относительно матрицы находится уже в выверенном состоянии.
При штамповке полоса заготовки изделия направляется двумя планками 9. В момент движения пуансона 7 вверх полоса заготовки с него снимается съемником 8. Полоса подается рабочим справа налево по упора 2. Вырубные штампы могут изготовляться с несколькими пуансонами. В таком случае количество отверстий матрицы соответствует числу пуансонов.
Базовые детали штампа с направляющими колонками и нижней плитой называют блоком. Блоки нормализованы по размерам и в зависимости от числа и расположения колонок бывают нескольких типов. Блоки с двумя колонками применяют для малогабаритных штампов, а с четырьмя - для крупногабаритных штампов. Верхние и нижние плиты блоков, как правило, изготовляют из чугуна, колонки и втулки - из цементированной стали с последующей закалкой и хромированием трущихся поверхностей. Упрочнение поверхностей колонок и втулок увеличивает срок службы штампа.
Применяют также вырубные штампы с направляющей плитой, когда пуансон направляется по отверстию в направляющей плите. Направляющая плита является одновременно и съемником. Штампы с направляющей плитой на машиностроительных заводах вытесняют штампы с направляющими колонками.