
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Пульт управления устройства Н55-2.
Органы управления контурным устройством Н55-2 сосредоточены на трех отдельных панелях управления и изображены на рис. 7. Тут же размещено и табло индикации.
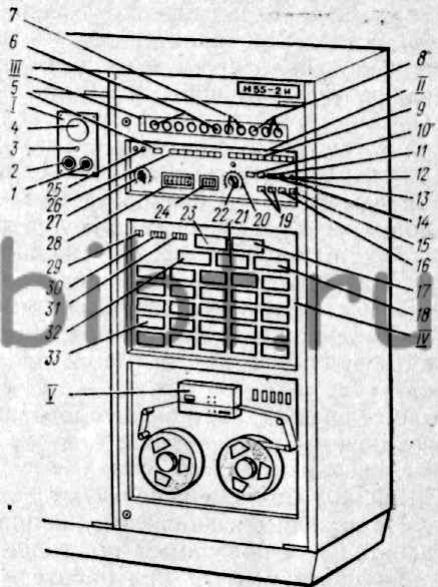
Рис. 7. Пульт управления устройства Н55-2
Панель включения устройства I содержит кнопку 1 выключения питания устройства; кнопку 2 включения питания устройства; сигнальную лампу 3 «Сеть включена»; кнопку общего аварийного отключения 4.
Панель «Пульт оператора» II включает в себя кнопки пуска и останова отработки любого режима 15 и 16; сигнальные лампы «Работа» и «Останов» 13 и 12, информирующие оператора об отработке заданных команд; кнопки сброса памяти и коррекции 19; переключатель режимов работы устройства 22, имеющий девять фиксируемых положений: выход в исходное положение; режим наладки; преднабор (выполняемый кнопками 26 и 9); выход в точку, заданную в программе (этот режим используется, если во время обработки программа была прервана ручным отводом резца от обрабатываемой поверхности, а потом его надо вернуть в то же место для продолжения обработки); покадровая отработка программы; «поиск кадра»; «полная программа»; «основная программа» (в отличие от полной программы в режиме основной программы не отрабатываются кадры с символом пропуска кадра); «ускоренная программа» - в этом режиме ведется контроль правильности составленной программы, т. е. вся программа отрабатывается на наибольших скоростях для проверки правильности заданных величин ходов и последовательности отработки. Трехдекадный переключатель служит для набора номера кадра в режиме «поиск кадра» или номера коррекции в режиме преднабора 24. Семидекадный переключатель 28 предназначен для набора знаков направлений и величин перемещений инструментов по осям координат в режиме преднабора, а также цифрового значения адреса технологических команд и функций. Переключатель величины коррекций 27 заданной программой подачи инструмента используют, если в процессе работы изменились условия обработки (например увеличились припуск или твердость материала). На панели имеются также сигнальные лампы 25 «Сбой программы» и «Программа окончена», кнопка «Ввода информации» 5 в режиме преднабора.
Группы кнопок 26 и 9 - кнопки с обозначением X и Z служат для выбора адреса, индикации знака направления координаты и ее текущей величины по осям X и Z; кнопка «U» включает индикацию оставшейся величины перемещения до заданной координаты по осям X и Z. Последующие кнопки «W», «F», «M», «T», «L», «G» и т. д. - кнопки включения индикации соответствующих адресов, числовое значение которых набирается в режиме преднабора декадным переключателем 28. Отдельные кнопки («Y», «I», «m», «n») для управления на станках 1512Ф3 и 1516Ф3 не используют.
На панели расположены: кнопка «Смещение нуля» 10; кнопка остановки программы по окончании кадра 11; кнопка остановки программы 14 при работе в режимах «полная программа» и «ускоренная программа»; сигнальная лампа «Исполнено» 20, загорающаяся по окончании отработки заданий.
Панель индикации III содержит лампы индикации величины перемещения 6 («Число»); номера инструмента 7 («Инструмент»); номер кадра 8 («Кадр»).
Панель пульта IV коррекции содержит пять комплектов семидекадных переключателей, тридцать комплектов шестидекадных переключателей и десять кнопок включения.
В связи с тем, что устройство Н55-2 может применяться для управления различными типами станков, нанесенная на панели маркировка переключателей 1-5 не соответствует выполняемым функциям при управлении токарно-карусельными станками.
Переключательный набор коррекции 23 величин (ступеней) оборотных подач R; переключательный набор коррекции 17 частот (ступеней) вращения планшайбы S; переключательный набор установки выдержки времени 32 на ступенях частот вращения планшайбы при разгоне; переключательный набор смещения нуля отсчета координат 21 по оси X при задании размеров в абсолютных величинах; 18 - то же, по оси Z - расположены на панели.
Все шестидекадные переключатели 33 замаркированы номерами от 1 до 30. При управлении токарно-карусельными станками их назначение: номера от 1 до 9 - переключатели для набора величины коррекции на радиус скругления режущей кромки инструмента; номера от 10 до 19 - переключатели для набора выдержки времени при включении электромагнитных муфт коробки скоростей (одно деление соответствует выдержке 0,1 с); номера от 20 до 30 - переключатели для набора величин коррекций на длины вылетов и положения режущих инструментов.
По мере совершенствования конструкций станков и устройств ЧПУ, при изменении матриц математического обеспечения системы назначение групп переключателей коррекции может изменяться, что отражается в прилагаемых к станкам руководствах по настройке и эксплуатации.
Кнопки 31 уменьшения масштаба, все записанные в программе перемещения по осям координат, могут быть уменьшены в 2, 5 и 10 раз. Изменение масштаба используется при контрольном прочерчивании, для проверки записанной в программе траектории перемещения инструмента на графопостроителе.
Кнопки 30 изменения знака направления по осям X и Z на обратный. Кнопки Y, U, W и кнопку 29 «Матрица» на токарно-карусельных станках не используют.
Во избежание случайных переключений при работе системы панель пульта коррекции IV и панель фотосчитывающего устройства V закрываются откидными стеклянными дверцами.