
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА К ОБРАБОТКЕ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ.
Рекомендации технологу по применению станков с ЧПУ. Преимущества станков с ЧПУ. Пример детали для обработки на станке с системой ЧПУ.
Станок с ЧПУ может выполнять практически неограниченное количество различных согласованных между собой перемещений рабочих органов с точностью, определяемой конструкцией станка и системой ЧПУ, а также осуществлять необходимые по технологическому циклу обработки включения вспомогательных органов. При этом точность обработки и затраченное на нее время не зависят от уровня квалификации и психологического состояния обслуживающего этот станок станочника-оператора. Последовательность обработки может быть точно повторена неограниченное число раз и через любой промежуток времени.
Применение станков с ЧПУ имеет следующие преимущества.
1. Автоматизация процесса обработки и снижение физической и психологической утомляемости станочника-оператора, а также снижение требований к его квалификации даже при обработке сложных и точных деталей.
2. Повышение производительности обработки в результате:
1) концентрации операций и их совмещения, а в ряде случаев за счет появляющейся возможности исключения отдельных операций и переустановки обрабатываемой заготовки;
2) оптимизации режимов резания и возможности многоинструментальной обработки с помощью двух суппортов, увеличения удельного веса машинного времени в общем балансе штучно-калькуляционного времени за счет сокращения потерь на пробные проточки и измерения, что особенно ощутимо при обработке крупногабаритных деталей сложной формы с большим числом обрабатываемых поверхностей с точными размерами;
3) внедрения технически обоснованных норм, рассчитанных технологом-программистом.
3. Повышение точности и стабильности размеров обрабатываемых поверхностей, что, в свою очередь, приводит к упрощению работы аппарата ОТК.
В то же время при переводе обработки деталей с универсального оборудования на станки с ЧПУ необходимо всегда принимать во внимание сравнительную стоимость этих станков, а также стоимость их технологического и технического обслуживания. Разработка программы и изготовление программоносителя, привязка инструмента к общей системе координат станка требуют больших затрат времени квалифицированных специалистов. С учетом этих факторов, как правило, оказывается, что простые по форме детали, для обработки которых надо мало машинного времени, но большое число переходов, особенно при единичном характере производства, более экономично обрабатывать на универсальных токарно-карусельных станках, оснащенных устройствами цифровой индикации (исполнение Ф1).
При подборе номенклатуры деталей или отдельных токарных операций для обработки на токарно-карусельных станках с ЧПУ следует руководствоваться положениями о том, что:
1) наибольший эффект дает перевод обработки деталей сложной формы с труднодоступными обрабатываемыми поверхностями;
2) детали сложной, особенно криволинейной формы, обработка которых на универсальном оборудовании считается нетехнологичной, на станках с ЧПУ обработать легче, например поверхность детали с резьбой с переменного шага.
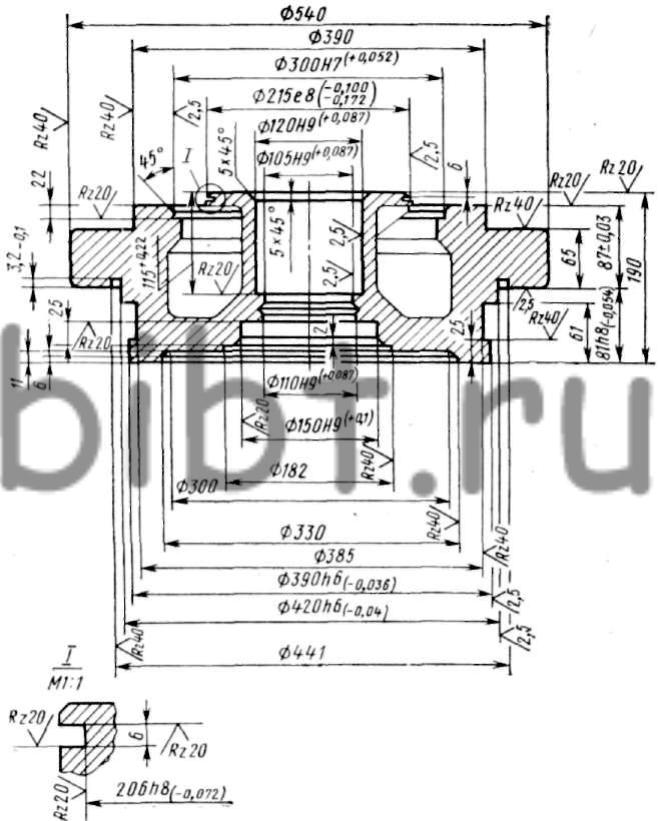
Рис. 8. Пример детали для обработки на станке с прямоугольной системой ЧПУ
Пример детали, перевод обработки которой на токарно-карусельный станок с позиционной системой ЧПУ дает повышение производительности в 2 раза и более, приведен на рис. 8. Еще больший эффект дает перевод обработки деталей криволинейной формы на станки с контурными системами ЧПУ (рис. 9).
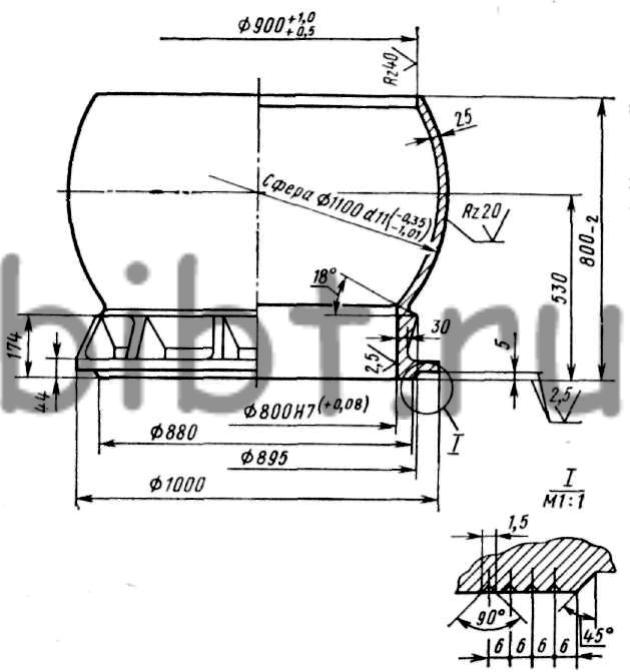
Рис. 9. Пример детали для обработки на станке с контурной системой ЧПУ
Класс точности размеров обрабатываемых поверхностей не должен превышать точности, обеспечиваемой станком и системой ЧПУ. Это позволит совместить черновую, получистовую, чистовую и финишную обработки с одной установки.
Размер экономически эффективной партии запуска деталей в обработку зависит от многих факторов, в том числе от сложности деталей и затрачиваемого на обработку одной детали времени. Ориентировочно можно принимать, что при времени обработки одной детали 0,2-0,25 станко-часа партия деталей должна быть не меньше 20-30 шт., а при времени обработки детали 1 станко-час партия может быть уменьшена до 5 - 8 шт.
При трудоемкости обработки детали на токарно-карусельном станке с ЧПУ не менее 0,25 станко-часа возможно организовать многостаночное обслуживание.
При выборе исполнения станка следует иметь в виду, что стоимость станков исполнения Ф3 выше стоимости станков исполнения Ф2 и что станки исполнения Ф3 без системы ЧПУ в ручном режиме управления использованы быть не могут.