
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
5.4. Режимы обработки при зубошевинговании и зубохонинговании. Пример определения режимов резания и основного (технологического) времени обработки при зубошевинговании.
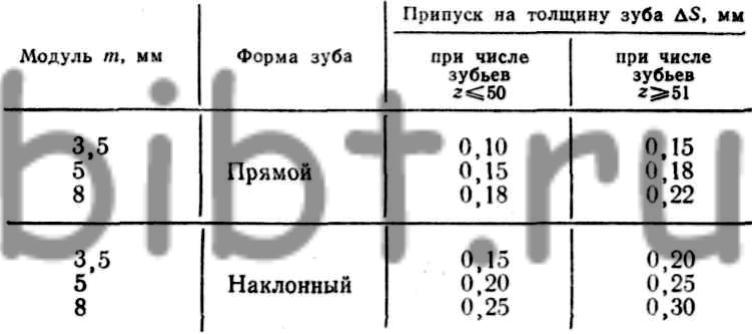
Назначение рациональных режимов обработки при зубошевинговании заключается в выборе радиальной подачи Sрад (мм/дв.ход), продольной подачи S0 (мм/об.дет) и установлении частоты вращения шевера nин по выбранной окружной его скорости v (м/мин). Общая величина радиальной подачи t зависит от припуска на обработку зубьев ΔS, определяемого по табл. 5.8, и находится по формуле t= 1,37ΔS.
5.8. Припуск на обработку при зубошевинговании
Режимы резания при зубошевинговании согласно нормативам [8] приведены в табл. 5.9, а при зубохонинговании в табл. 5.10 согласно справочнику [11].
5.9. Режимы резания при зубошевинговании
А. Подача
| Модуль колеса, мм | Твердость зубьев колеса, НВ | Продольная подачаS0, мм/об | Радиальная подачаSрад, мм/об | Количество одинарных ходов без радиальной подачи |
| 3-6 | 150-320 320-380 |
0,4-0,6 0,3-0,4 |
0,04-0,05 0,02-0,03 |
2-4 |
| 7-10 | 150-360 260-360 |
0,2-0,3 0,2-0,3 |
0,02-0,03 0,02-0,03 |
Б. Окружная скорость шевера
| Обрабатываемый материал | Марка стали | Твердость НВ | Окружная скорость v0, м/мин |
Сталь конструкционная углеродистая |
15,
20, 25 30, 35 40, 45, 50 |
170 196 217 285 |
150 140 130 80 |
Сталь конструкционная легированная |
20Х, 35Х, 40Х, 18ХГТ, 30ХГТ, 12ХНЧА, 20ХНМ, 12ХНЗ, 38ХМЮА, 5ХНМ, 6ХНМ, 18ХНВА | до 229 | 105 |
Чугун серый |
- | 210 | 110 |
5.10. Режимы резания при зубохонинговании
| Режимы резания | Угол скрещивания, град. | Диаметр колеса, мм | |||
| до 100 | 100-150 | 150-250 | св. 250 | ||
Продольная подачастола S0, мм/мин при параллельном методе |
До
15 15-20 Свыше 20 |
200 210 220 |
180 200 210 |
150 170 180 |
110 120 130 |
Продольная подача стола S0, мм/мин при касательном методе |
До
15 15-20 Свыше 20 |
100 110 120 |
90 100 115 |
85 95 110 |
80 90 100 |
Усилие прижима стола при радиальном нагружении Рок, Н |
До
15 15-20 Свыше 20 |
150 200 300 |
200 300 400 |
250 400 450 |
300 450 500 |
Тормозной момент при окружном нагружении М, кг•м |
До
15 15-20 Свыше 20 |
0,7 0,75 0,8 |
1,0 1,1 1,15 |
1,7 1,8 1,9 |
2,2 2,3 2,4 |
При необходимости перевода выбранной по табл. 5.9 подачи S0 (мм/об) в подачу, выраженную в Sпр (мм/мин), используется формула Sпр (мм/мин) = S0 (мм/об) z0nин/zдет.
Пример определения режимов резания и основного (технологического) времени обработки при зубошевинговании.
Деталь - цилиндрическое зубчатое колесо модулем m=3 мм с числом зубьев z=36, ширина венца b=25 мм, угол наклона зубьев β=30°, материал - сталь 40Х, степень точности колеса - 7.
Инструмент - шевер дисковый номинальным диаметром 250 мм (d0 = 220 мм) и числом зубьев z0 =73.
Станок - зубошевинговальный модели 5В702ВФ2.
Режимы резания. По табл. 5.8 припуск на толщину зуба при обработке наклонного зуба модулем до 3,5 мм составляет ΔS = 0,15 мм.
Общая радиальная подача t=1,37•ΔS = 1,37•0,15 = 0,20 мм.
По табл. 5.9 радиальная подача для колеса 7-й степени точности принимается Sрад=0,05 мм/дв.ход стола. При этом число рабочих ходов составит iраб=0,2/0,05 = 4, а холостых - по табл. 5.9 выбираем iхол=3. Общее число ходов на обработку составит i=4 + 3 = 7.
По табл. 5.9 продольная подача S0 = 0,4 мм/об.дет.
По табл. 5.9 определяется окружная скорость инструмента при обработке колеса из стали марки 40Х - v0=105 м/мин. При этом частота вращения шевера будет nин=1000•v0/(πd0)=1000•105/(3,14•220)=152 об/мин, а минутная продольная подача Sпр=S0z0nин/zдет=0,4•73•152/35= 127 мм/мин.
Ход стола L = b+(2...4)=25 + 3 = 28 мм.
Основное (технологическое) время шевингования колеса Tо = Li/Sпр=28•7/127=1,54 мин.