
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
6.2. Инструмент для шлифования цилиндрических зубчатых колес. Обозначение шлифовальных кругов. Маркировка шлифовального круга.
Шлифование зубчатых колес производится абразивным инструментом, представляющим собой шлифовальный круг с множеством абразивных зерен, связанных между собой керамическими или органическими связками.
Шлифовальные круги различают по форме (типу), абразивному материалу, зернистости, степени твердости абразивного материала, виду связки, а также по объемному содержанию абразивных зерен в круге (структуре).
Типы кругов и их обозначение в маркировке круга приведены ниже.
Прямого профиля ПП
С двусторонним коническим профилем 2П
С коническим профилем ЗП
С выточкой ПВ
С конической выточкой ПВК
С двусторонней выточкой ПВД
Кольцевые К
Чашечно-цилиндрические ЧП
Чашечно-конические ЧК
Тарельчатые Т
С запрессованными крепежными элементами ПН
С двусторонней выточкой и ступицей ПВДС
С двусторонней конической выточкой ПВДК
Показатели, входящие в обозначение шлифовальных кругов, приведены в табл. 6.2.
6.2. Обозначение шлифовальных кругов
| Компоненты | Название | Обозначение |
Шлифовальный материал |
Нормальный электрокорунд |
18 А, 15 А, 14 А, 13А |
Белый электрокорунд |
12АР, 25А, 24А, 23А |
|
Хромотитанистый электрокорунд |
94А, 93А, 92А, 91А |
|
Монокорунд |
45А, 44А, 43А |
|
Черный карбид кремния |
55С, 54С, 53С |
|
Зеленый карбид кремния |
64С, 63С |
|
Зернистость |
Шлифзерно |
200, 160, 125, 100, 80, 63, |
Шлифпорошки |
50, 40, 32, 25, 20, 16 |
|
Микропорошки |
12, 10, 8, 6, 4, 3М63, М50, М40, М28,М20, М14 |
|
Тонкие порошки |
М10, М7, М5, М3, М2, M1 |
|
Степень твердости |
Мягкий |
M1, M2, М3 |
Среднемягкий |
СМ1, СМ2 |
|
Средний |
C1, C2 |
|
Среднетвердый |
СТ1, СТ2, СТ3 |
|
Твердый |
T1, T2 |
|
Весьма твердый |
ВТ |
|
Чрезвычайно твердый |
ЧТ |
|
Структура |
Закрытая |
№ 2, № 3, № 4№ 5, № 6, № 7, № 8№ 9, № 10, № 11, № 12 |
Связка |
Керамическая |
К0, К1, К2, КЗ, К4, К5, К7, К8 |
Бакелитовая |
Б, Б1, Б2, Б3, Б4 |
|
Вулканитовая |
В, Bl, B2, В3 |
На торцовой поверхности круга маркируются основные его данные. На рис. 6.1 показан пример маркировки шлифовального круга, изготовленного Челябинским абразивным заводом (ЧАЗ) из белого электрокорунда марки 24А, зернистости 25, степени твердости МЗ (мягкий), номером структуры 8 (средняя), на керамической связке К7, наружным диаметром 400 мм, высотой 80 мм, диаметром посадочного отверстия 203 мм, с рабочей скоростью 35 м/с. Форма, размеры и технические требования соответствуют ГОСТ 2424-83.
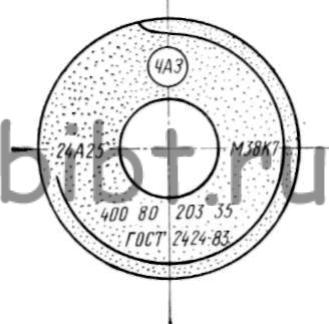
Рис. 6.1. Маркировка шлифовального круга