| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
8.4. Режимы обработки при шлицефрезеровании.
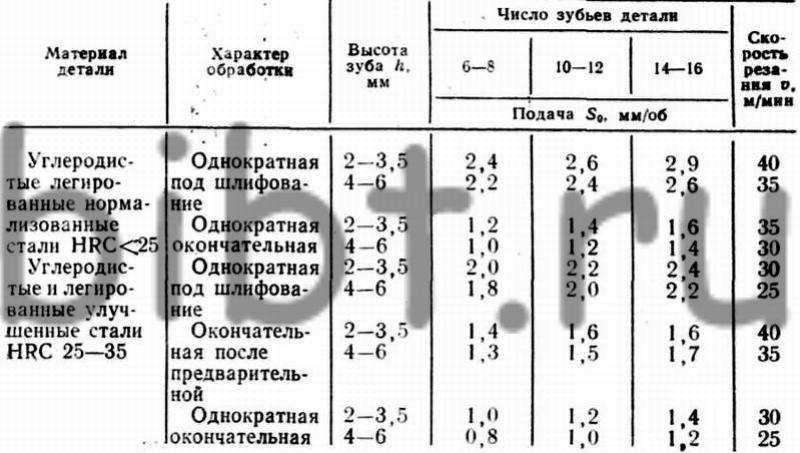
Назначение режимов обработки при нарезании зубьев на шлицевых валах заключается в выборе величины продольной подачи (S0, мм/об) и скорости резания (v, м/мин).
В табл. 8.7 приведены режимы обработки шлицевых валов с прямобочным профилем, рекомендованные нормативами [7], а в табл. 8.8 - поправочные коэффициенты для измененных условий работы.
8.7. Режимы обработки шлицевых валов с прямобочным профилем
8.8. Поправочные коэффициенты на режимы резания для измененных условий работы
А. В зависимости от механической характеристики стали
| Марка стали | Твердость HB | Коэффициенты | |
| на скорость резания KMV | на подачу КMS | ||
35 |
156-187 | 1,1 | 1,0 |
45 |
170-207 | 1,0 | |
| до 241 | 0,8 | 0,9 | |
50 |
170-229 | 0,9 | |
30Х, 40Х, 45Х |
156-207 | 1,0 | 1,0 |
12ХНЧА, 20ХНМ, 18ХГТ, 12ХН3, 20Х |
156-229 | 0,9 | 0,9 |
30ХГТ |
156-207 | 0,8 | |
18XHBA, 38ХМЮА |
156-229 | 0,8 | 0,8 |
5ХНМ, 6ХНМ |
229-285 | 0,6 | 0,7 |
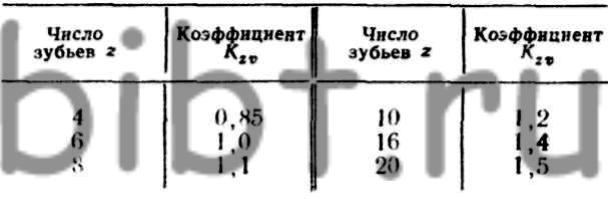
Б. В зависимости от числа зубьев шлицевого вала
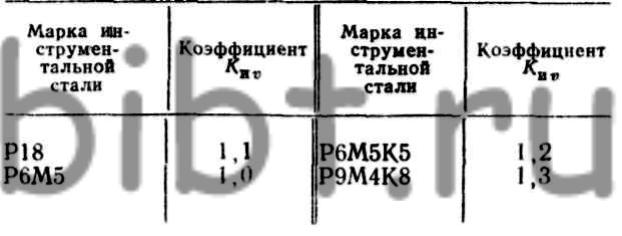
В. В зависимости от формы профиля зуба фрезы

Г. В зависимости от материала фрезы