
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
11.2. Инструмент для шлифования конических зубчатых колес
Для шлифования зубьев конических колес используют шлифовальные круги, типы и размеры которых приведены в табл. 11.2.
Зернистость шлифовального круга выбирают исходя из требований предъявляемых к качеству поверхности шлифуемого зуба. При повышенных требованиях к шероховатости поверхности (зубчатые колеса кинематических передач) применяют круги 16-го номера зернистости. При повышенных требованиях к качеству поверхностного слоя в отношении прижогов (колеса силовых передач) применяют круги зернистости 40-го номера. В остальных случаях рекомендуется использовать шлифовальный круг 25-го номера зернистости.
Твердость шлифовального круга влияет как на его работоспособность и стойкость, так и на качество обрабатываемой поверхности зубьев. При шлифовании конических колес из стали марки 40Х среднего модуля (2-6 мм) рекомендуется применять шлифовальные круги твердостью СМ1 или СМ2, для обработки колес малого модуля - круги твердостью С1. Зубчатые колеса из цементируемых сталей следует шлифовать кругами твердостью М3 или СМ1.
11.2. Шлифовальные круги для шлифования зубьев конических колес
| Тип круга по ГОСТ2424-83 | Эскиз | Размеры круга, мм | Модель станка | ||||
| D | H | d | d1 | h | |||
| 2П |  |
250 | 10 | 76 | - | 4 | 58П70В 5А87В |
| ЧЦ | 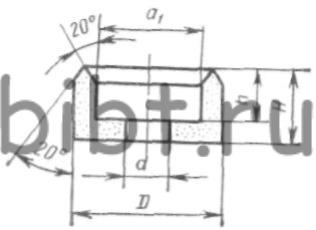 |
125 150 200 250 300 |
63 80 80 100 100 |
51 51 76 127 127 |
100 125 170 195 250 |
50 65 65 75 75 |
5А870В 5А872В |
| ЧК | 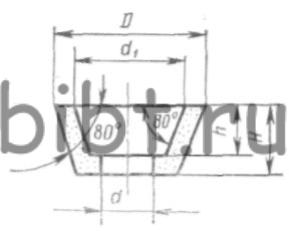 |
250 300 |
140 150 |
100 150 |
190 230 |
100 110 |
5878С |
| Сборные из сегментов | |||||||
| 235 300 470 530 |
105 92 100 100 |
60 100 203 203 |
- | - | |||