
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Специальные и агрегатные станки
Применение специализированных и агрегатных станкок уменьшает долю занятости уникального оборудования и значительно сокращает время обработки крупных тяжелых деталей.
Уменьшение доли занятости крупных станков имеет особое значение. Во-первых, потому, что в ряде случаев при неблагоприятном сочетании программы пропускная способность той или иной группы станков оказывается недостаточной и тем создаются трудности для выполнения плана. Приобретение же и установка новых крупных станков является часто сложным вопросом, связанным в ряде случаев с наличием соответствующих подкрановых площадей цеха. Во-вторых, эксплуатационные расходы для крупного оборудования в несколько раз больше, чем для станков меньших размеров.
В зависимости от типа деталей и условий производства, на ходят применение станки следующих видов:
а) станки специального назначения, способные заменить уникальное оборудование;
б) агрегатные, в том числе многошпиндельные станки;
в) специальные станки накладного типа для обработки крупных деталей.
Станки первого типа получили распространение особенно в гидротурбинном производстве, где за последние годы были созданы гаммы станков для обработки крупных деталей. Токарный станок модели ЛР-61 для обработки центра направляющей лопатки, шлифовальный станок ГФ-259 для шлифования направляющей лопатки, фрезерный станок ГФ-188 для фрезерования продольных поверхностей лопастей и ряд других, в том числе станок КУ-11. Этот станок предназначен для сверления, Растачивания и нарезания резьбы в деталях гидротурбин крупных крышках и фланцах. Детали этого типа в торцовой плоскости имеют большое количество различных отверстий, в том числе и резьбовых. Выполнение этих работ на горизонтально-расточных и радиально-сверлильных станках сопряжено с за-тратой значительного времени, и при этом не всегда обеспечивается необходимое качество обработки.
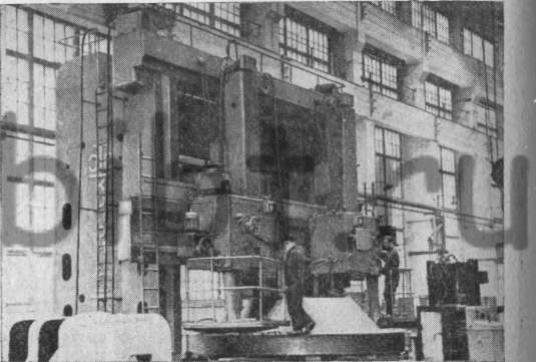
Фиг. 24. Специальный станок КУ-11 для сверления, растачивания и нарезания резьбы в соединительных отверстиях крупных деталей гидротурбин типа фланцев, колец и крышек наружным диаметром до 5300 мм.
Станок КУ-11 (фиг. 24), созданный на базе карусельного станка, снабжен двумя вертикальными сверлильными расточными головками, расположенными на общей поперечине. Наличие специальных отсчетных и фиксирующих устройств, позволяющих поворачивать планшайбу на любой угол и перемещать расточные головки в заданное положение, исключают применение разметки.
На станке могут обрабатываться детали весом до 80 г, наружным диаметром до 5300 мм и наибольшей высотой изделия до 2800 мм. Максимальный диаметр растачиваемого отверстия 600 мм, максимальный диаметр нарезаемого отверстия 200 мм. Применение этого станка обеспечивает уменьшение трудоемкости на 40—50% на соответствующих операциях по сравнению с обработкой на универсальном оборудовании.
Агрегатные станки, применяемые в тяжелом машиностроении, часто создаются за счет использования силовых головок дифференциальных борштанг, шпиндельных бабок и других узлов универсального оборудования. Использование силовых головок, шпиндельных бабок позволяет в условиях действующих предприятий путем изготовления некоторых дополнительных узлов довольно быстро создавать станки такого типа Характерным представителем агрегатных станков является станок для обработки гусеничных рам экскаватора ЭКХ-4.
Гусеничная рама экскаватора (правая и левая) представляет собой отливку из стали 55Л весом 4600 кг, длиной 5440 мм.
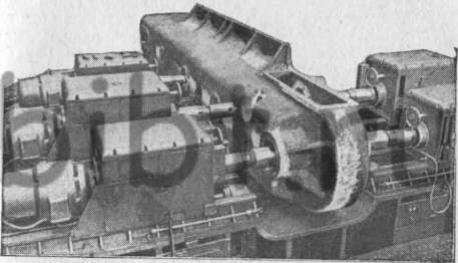
Фиг. 25. Агрегатный станок для растачивания гусеничной рамы экскаватора ЭКГ-4.
Растачивать нужно по пяти отверстий с каждой стороны, в том числе диаметрами 260А3, 200А3 и три пары диаметром 175А3. Для растачивания этих отверстий применяется агрегатный станок (фиг. 25), состоящий из шести силовых головок с диаметром шпинделя 120 мм, двух станин, между которыми располагается стенд для установки и закрепления гусеничной рамы.
Четыре расточные головки, расположенные на рисунке ближе к нам, не имеют продольного перемещения по станинам и предназначены для обработки отверстий под валы редуктора, встроенного в гусеничную раму. Две головки по одной с каждой стороны перемещаются вдоль станин и служат для растачивания отверстий под оси катков. Межцентровое расстояние и соосность отверстий, растачиваемых подвижными головками, обеспечивается наличием соответствующих фиксирующих устройств. Гусеничная рама устанавливается в стенде на специальные базовые площадки, необходимость выверки при этом отпадает.
Применение этой установки сократило время обработки рамы в 2,5 раза, цикл механической обработки рамы—на двое суток, и при этом значительно повысилось качество обработки. Необходимость обработки деталей, имеющих значительные размеры и относительно небольшие поверхности обработки, привела к появлению специфических для тяжелого машиностроения накладных специальных станков. Такого типа станки устанавливаются и закрепляются непосредственно на обрабатываемой детали. Обрабатываемая деталь в этом случае является основанием, как бы фундаментом для накладного станка.
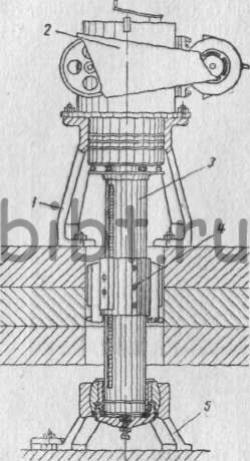
Фиг. 26. Накладной станок для растачивания отверстий диаметром до 500 мм в крупных деталях.
Так, например, для обработки вертикально расположенных отверстий в крупных узлах прессов весом в несколько сот тонн применяются накладные расточные станки. Такого типа станки [9] спроектированы и эксплуатируются на Ново-Краматорском заводе тяжелого машиностроения для расточки отверстий диаметром 450А3 (фит. 26). Основными узлами станка является силовая головка 2, дифференциальная борштанга 3, муфта для крепления инструмента 4, верхняя стойка 1 и нижняя стойка 5 с шаровой опорой.
Привод осуществляется от электродвигателя мощностью 10 квт, установленного на силовой головке, через клиноременную передачу. Скорость вращения борштанги изменяется сменными шкивами, а величина подачи устанавливается набором сменных шестерен. Силовая головка с борштангой, представляющая собой собственно рабочую часть станка, устанавливается и центрируется по отверстию при помощи верхней стойки, которая закрепляется непосредственно на обрабатываемой детали, и нижней стойки, устанавливаемой под деталью на плите стенда. Диаметр богштанги 260 мм. Станок обеспечивает длину растачивания до 2300 мм и диаметр расточки до 500 мм.
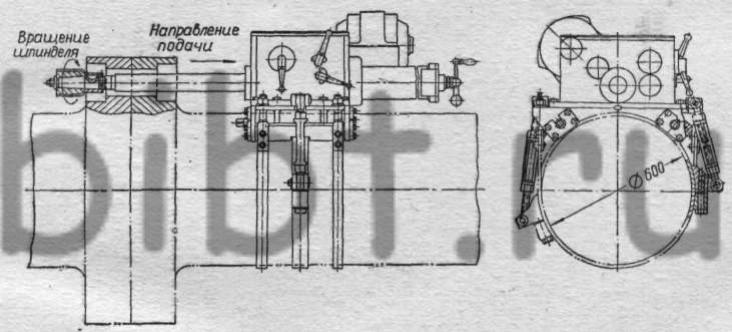
Фиг. 27. Накладной станок для растачивания отверстий во фланцах составных валов.
Одной из трудоемких и ответственных операций является совместная обработка точных отверстий во фланцах спариваемых крупных валов.
В обычных условиях обработка отверстий во фланцах валов по второму классу точности под установку призонных болтов часто производится при помощи переносных расточных станков с применением длиннных расточных скалок и промежуточных люнетов. Процесс расточки этих отверстий получается сложный, малопроизводительный и не гарантирующий от провала посадочных размеров в отверстиях.
Принципиально иные возможности создаются при применении специальных накладных станков. На фиг. 27 показана чистовая обработка отверстий второго класса точности диаметром 120 мм с применением станка такого типа. После спаривания, выверки и предварительного соединения валов на одну из шеек краном устанавливают специальный накладной станок, представляющий собой самодействующую агрегатную головку. Головка базируется на детали при помощи регулируемых башмаков-клиньев, образующих призму, фиксация и крепление ее производится хомутами.
Регулируя положение опорных клиньев, обеспечивают совпадение оси шпинделя с осью предварительно расточенного отверстия. Проверка совпадения осей контролируется индикатором. После обработки первого отверстия производится перестановка станка на следующее отверстие. Привод головки осуществляется от индивидуального электродвигателя мощностью 2,8 квт. Станок такой конструкции дает возможность вести обработку на высоких режимах, упрощает установку и настройку на обработку каждого отверстия.