
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Обработка зубчатых венцов.
Схема выверки разъемного зубчатого венца при установке на карусельном станке.
Обработка зубчатых венцов представляет некоторые особенности.
По конструкции зубчатые венцы бывают цельные и разъемные, с наружным или внутренним зацеплением. Разъемные венцы с наружным зацеплением могут быть с обработанными и литыми, необработанными, зубьями; по форме — с прямыми, косыми и шевронными зубьями. Разъемные венцы с внутренним зацеплением следует рассматривать как редкое исключение. В качестве заготовок для разъемных венцов применяются стальные или чугунные отливки в виде двух половин.
Обработка зубчатых неразъемных венцов с наружным и внутренним зацеплением выполняется с соблюдением общих принципов, рассмотренных при обработке заготовок зубчатых колес. При разработке технологии необходимо обращать внимание на меньшую конструктивную жесткость венцов, принимая необходимые меры для исключения деформаций в процессе механической обработки. Наличие разъема в венцах создает необходимость иного построения технологического процесса механической обработки заготовки для зубонарезания. Разъемные венцы с обработанными зубьями выполняются обычно не выше 8 степени точности.
Обработка плоскости разъема. Порядок обработки в этом случае зависит от конструктивного оформления разъема венца. Плоскость разъема должна быть выполнена так, чтобы она располагалась по впадине зуба, не ослабляя его прочности. Соответственно для прямых зубьев плоскость разъема прямолинейна; для косых зубьев плоскость разъема по толщине венца прямолинейна, а по ободу проходит под углом, соответствующим углу наклона зуба; для шевронных зубьев по ободу делается угловой разъем.
Для венцов с прямыми зубьями плоскость разъема строгается или фрезеруется на расточных или продольно-фрезерных станках. При строгании обе половины устанавливаются плоскостью разъема к боковому суппорту. На расточном или продольно-фрезерном станке каждая половина фрезеруется отдельно.
Для шевронных венцов фрезерование производится с трех установок. С первой установки обрабатывается диаметральная плоскость разъема. Затем с двух установок обрабатывается угловой разъем. Фрезерование одной стороны наружной и внутренней поверхности углового разъема производится концевой фрезой за одну установку. Затем эти же переходы повторяются при третьей установке, на которой заканчивается обработка разъема.
Карусельная операция. Особенностью обработки разъемного венца является то, что необходимо не только выверить венец по окружности, но и, что очень важно, совместить плоскость его разъема с диаметральной плоскостью шпинделя станка. Несоблюдение этого положения, как не трудно видеть, приведет к тому, что разъем пройдет не по впадине, а заденет часть тела зуба, и, таким образом, венец будет испорчен.
Для выверки венца по плоскости разъема применяются различные способы, в частности, используется следующий прием. Венец предварительно выверяют по разметке. Затем по плоскости разъема натягивают проволоку диаметром 0,5 мм, и по ней при помощи чертилки, закрепленной в резцедержателе вертикального суппорта, производят выверку венца относительно плоскости разъема (фиг. 171).
В первом положении планшайба устанавливается так, чтобы плоскость разъема (проволока) располагалась параллельно направлению поперечины станка. В этом положении замеряется расстояние между острием чертилки и проволокой, после чего планшайба поворачивается на 180°, и производится повторный замер.
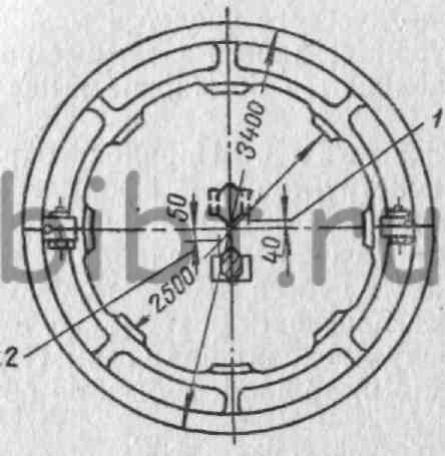
Фиг. 171. Схема выверки разъемного венца при установке на карусельном станке: 1 — первое положение планшайбы; 2 — второе положение планшайбы.
Если, например, в первом положении планшайбы замер давал 40 мм, а во втором 50 мм, то, следовательно, венец нужно сместить в сторону большего размера на (50-40)/2 мм.
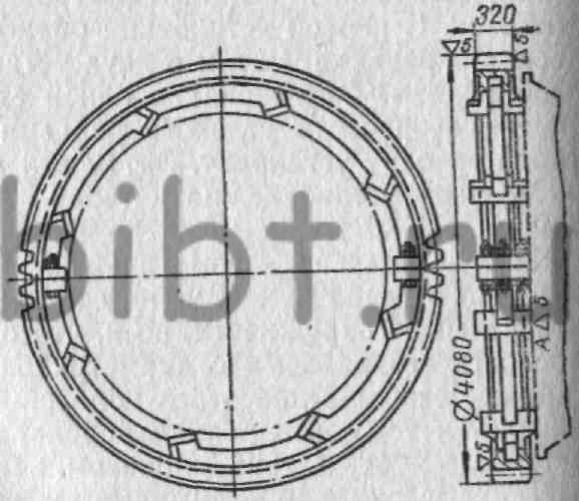
Фиг. 172. Установка венца на торцы лап при настройке на зуборезном станке.
Разъемные венцы большого диаметра в ряде случаев приходится устанавливать на зуборезных станках на торцы необработанных лап (фиг. 172). Такая установка сопряжена со значительными затратами времени на выверку и закрепление венца и не обеспечивает достаточной жесткости крепления детали, что приводит к вибрациям и снижению режимов резания. Для устранения этого недостатка целесообразно протачивать торцы лап со стороны базового торца А, чтобы они могли служить установочными базами. Протачивание может выполняться на карусельном станке во время выполнения других переходов за счет перекрывающегося времени.
Наличие надежной установочной базы дает возможность повысить режимы резания, улучшить качество обработки и снизить время на установку и выверку венца на 20—25%. Положение базового торца при обработке венца предопределяется его конструкцией. Базовым торцом, очевидно, должен быть тот, который расположен со стороны центрирующей заточки, базирующей венец при установке его на место, и он должен быть обточен с одной установки с наружной поверхностью обода. Это очень важно учитывать при разработке технологического процесса. На базовом торце также следует предусмотреть нанесение круговой риски.