
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Зуборезный инструмент. Червячные фрезы.
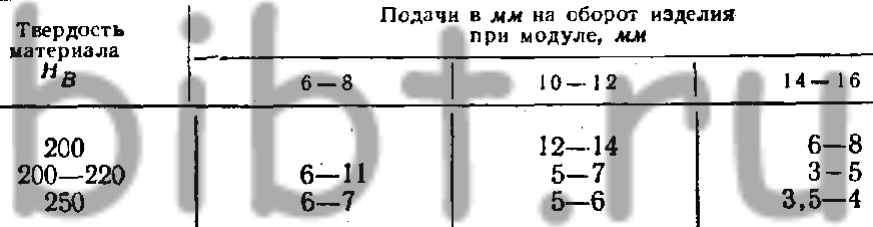
Подачи при черновом нарезании стальных заготовок фрезами «Прогресс»
Проверка на биение оправки и червячной фрезы
Червячные фрезы являются наиболее распространенным зуборезным инструментом и применяются для чернового и чистового зубонарезания.
До модуля 10 червячные фрезы обычно выполняются цельными с основными размерами, принятыми по ГОСТ 9324—60. Фрезы более крупных модулей изготовляются сборными.
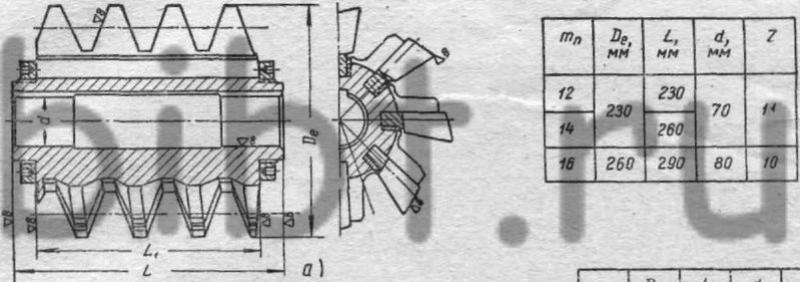
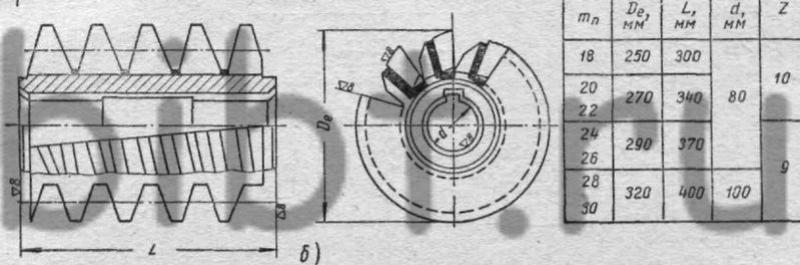
Фиг. 180. Червячные фрезы для нарезания зубчатых колес: а —со вставными гребенками; б —сварной конструкции.
Для модулей от 10 до 16 применяются сборные червячные фрезы со вставными гребенками (фиг. 180, а). Гребенки изготовляются из кованой или литой быстрорежущем стали Р18 и Р9. Червячные фрезы для модулей от 18 до 30 часто выполняются в сварном варианте (фиг. 180, б). Для этого к корпусу из углеродистой стали приваривают предварительно обработанные отдельные зубья из быстрорежущей стали. Сварка ведется с подогревом корпуса до температуры 400—500° электродами типа К-5.
Как показывает опыт заводов тяжелого машиностроения, червячные фрезы с приварными зубьями оказываются проще в изготовлении. На некоторых предприятиях крупные червячные фрезы, включая модуль 30, выполняются литыми из быстрорежущей стали.
При нарезании цилиндрических зубчатых колес червячной фрезой режущие кромки инструмента имеют неравномерную загрузку. Наиболее нагруженными элементами являются вершинные кромки зубьев. Рассматривая процесс зубофрезерования, можно установить, что в работе обычно участвует около 1/25 общего режущего периметра фрезы. При затуплении сравнительно малого участка возникает необходимость стачивания зубьев червячной фрезы по всей ее длине, хотя часть зубьев совсем или почти совсем не участвовала в работе. Таким образом, режимы резания и производительность связаны с характером загрузки режущих кромок червячной фрезой.
Работы в области повышения производительности зубофрезерования червячной фрезой ведутся в различных направлениях. Одним из способов улучшения условий резания является применение высотной коррекции зубьев фрезы. К такому виду инструментов относится червячная фреза «Прогресс» конструкции Сидоренко [65, 66].
Основной принцип, заложенный в конструкцию фрезы «Прогресс», сводится к следующему: при фрезеровании зубьев обычными червячными фрезами границы контактного поля между режущими зубьями фрезы и заготовкой проходят по некоторой пространственной кривой. Характером граничной кривой в основном и объясняется неравномерная загрузка зубьев фрезы. Путем корригирования высоты зубьев фрезы, участвующих в резании в заходной части, выпрямляют кривую контакта, в результате чего наружная образующая цилиндра фрезы становится криволинейной (фиг. 181).
Форма кривой зависит от числа зубьев нарезаемого колеса, угла наклона их, величины и направления подачи. Такая форма фрезы приводит к более равномерной загрузке ее зубьев, участвующих в работе, и позволяет значительно увеличивать подачи. Данные о величине подач, применяемых при работе фрезами «Прогресс», приведены по материалам НКМЗ [66] в табл. 65.
Хотя фрезы и рассчитываются для определенного диапазона числа зубьев нарезаемой заготовки, ими можно нарезать колеса с другими числами зубьев. Однако в этом случае приходится изменять величину подачи против расчетной.
Таблица 65 Подачи
при черновом нарезании стальных заготовок фрезами «Прогресс»
при встречном фрезеровании и глубине резания 2,2 модуля
Стойкость
инструмента 10 часов
Особенность работы фрезы «Прогресс» заключается также и в том, что ее необходимо точно устанавливать относительно оси нарезаемого колеса. Для этой цели на червячной фрезе наносят риску по вершине зуба на определенном расстоянии от корригированной части. Эта риска при настройке фрезы должная совпадать с осью колеса.
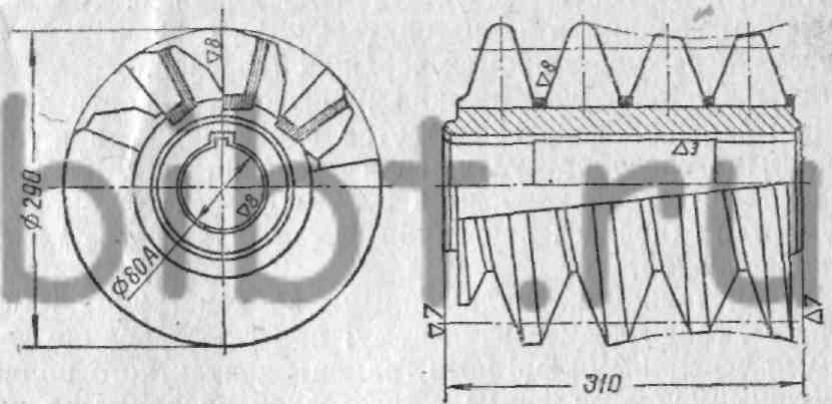
Фиг. 181. Крупная фреза «Прогресс» сварной конструкции.
Несмотря на очевидные возможности увеличения подач при работе фрезами «Прогресс», они пока не нашли широкого распространения. Это объясняется следующими причинами:
а) повышение производительности достигается в диапазоне определенного числа зубьев нарезаемого колеса, для которого рассчитана данная фреза;
б) при затуплении режущих кромок исключается возможность осевой перестановки фрезы, так как это приведет к смещению корригированного участка инструмента;
в) некоторым усложнением изготовления фрезы «Прогресс» по сравнению с обычными червячными фрезами;
г) и, наконец, тем, что если при нарезании крупномодульных колес черновой проход производить двумя дисковыми фрезами, то по сравнению с применением для этих условий фрез «Прогресс» не получается ощутимого увеличения производительности.
Другим путем повышения стойкости и производительности червячных фрез является применение метода осевых смещений инструмента. Для этого фреза одновременно с вертикальной подачей получает соответствующую подачу вдоль оси суппорта, а нарезаемая заготовка получает некоторое дополнительное перемещение за каждый свой оборот. Такой способ нарезания называется методом двух подач [75].
При непрерывной осевой подаче фрезы повышение стойкости является результатом увеличения используемой длины инструмента по сравнению с длиной, участвующей в работе при неподвижной фрезе; кроме того, стойкость повышается вследствие выравнивания износа режущих кромок. В этом случае каждый участок режущей кромки последовательно проходит все стадии нагружения, и поэтому износ режущих кромок происходит более равномерно. Применение метода двух подач увеличивает стойкость фрез от полутора до трех раз, что, в свою очередь, позволяет повышать режимы резания и обеспечивать рост производительности зубофрезерования червячными фрезами.
Для возможности использования этого метода завод «Комсомолец» выпускает зубофрезерные станки, оборудованные необходимыми суппортами. Действующие зубофрезерные станки могут быть модернизированы для этих целей путем оснащения их специальными фрезерными суппортами конструкции Б. К. Шунаева.
Зарубежные фирмы также применяют такого рода устройства на вновь выпускаемых станках, например фирма «Дэвид Браун». Некоторое отличие этих устройств заключается в том, что в них используется так называемый метод диагональной подачи, при которой движение фрезы направлено не вдоль оси изделия, а под углом, соответствующим углу наклона нарезаемых косозубых колес. На станках, работающих с диагональной подачей, направляющие суппорта могут устанавливаться под необходимым углом. Исследование показывает, что плавность работы колес, нарезаемых диагональной подачей, выше, чем нарезаемых обычным способом. Это объясняется более выгодным расположением профильной огранки, т. е. расположением ее не вдоль зуба, а под некоторым углом к нему.
Многозаходные червячные фрезы для чернового нарезания колес крупных модулей не находят применения в условиях тяжелого машиностроения. Исследования, проведенные на Ново-Краматорском заводе для двухзаходных фрез модулем 12, дали увеличение производительности в 1, 3 раза по сравнению с однозаходными фрезами. Для более крупных модулей (18—26) существенного повышения производительности от применения многозаходных фрез не получено [66]. Пока практически не используются и червячные фрезы, оснащенные пластинками твердого сплава, однако можно ожидать, что с улучшением вязких свойств этих сплавов фрезы такого типа займут должное место среди зуборезного инструмента.
Существенным фактором, благоприятно влияющим на точность нарезаемых зубчатых колес и производительность процесса, является увеличение диаметра червячной фрезы. Увеличение диаметра червячной фрезы повышает точность профиля нарезаемых зубчатых колес, так как, во-первых, в этом случае возрастает число режущих кромок, профилирующих эвольвентную поверхность зубьев, и, во-вторых, уменьшается угол подъема винтовой линии, что, в свою очередь, снижает погрешности профиля самой фрезы. С другой стороны, увеличение диаметра фрезы позволяет повышать подачи на оборот нарезаемой заготовки благодаря наличию большего количества режущих канавок и большей жесткости установки инструмента за счет увеличения диаметра фрезерной оправки. Поэтому стремление к применению червячных фрез с увеличенным диаметром является вполне закономерным.
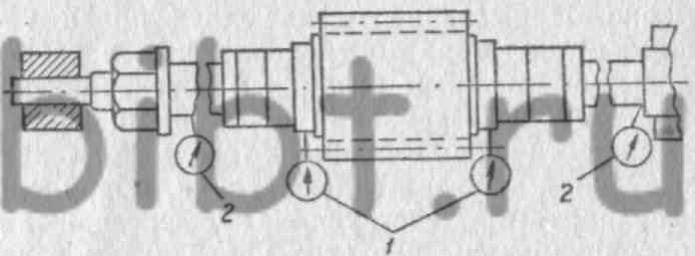
Фиг. 182. Проверка на биение оправки и червячной фрезы при установке на зубофрезерном станке.
Погрешности профиля и основного шага нарезаемых зубчатых колес зависит не только от точности исполнения червячной фрезы, но и от точности установки ее на станке и качества заточки.
Таблица 66 Допуски на биение оправки и червячной фрезы при установке на зубофрезерном станке
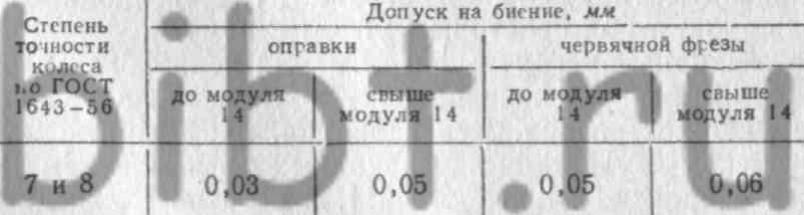
Для обеспечения правильного положения фрезы относительно оси суппорта оправка, на которой она устанавливается, после затяжки ее в шпиндель станка проверяется индикатором в двух сечениях 2—2 (фиг. 182). Установка фрезы на оправке проверяется по пояскам 1—1. Допустимые биения оправки и фрезы приведены в табл. 66.
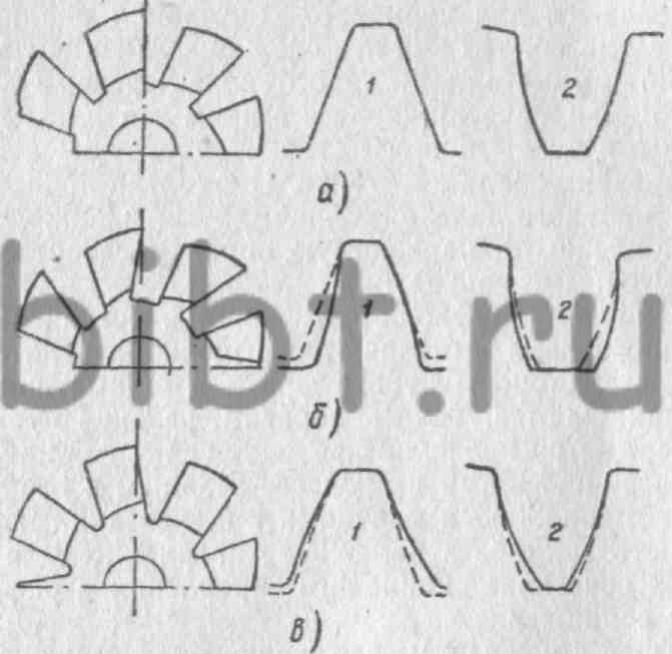
Фиг. 183. Влияние погрешностей заточки червячной фрезы на профиль зубьев нарезаемого колеса: 1 — профиль фрезы; 2 — профиль зуба колеса.
Погрешности заточки червячной фрезы, являющейся затылованным инструментом, приводят к отклонениям профиля и основного шага нарезаемого колеса. Характер этих отклонений показан на фиг. 183. Радиальное расположение передней поверхности зубьев червячной фрезы (фиг. 183, а), естественно, не вызывает появления отклонений в профиле фрезы и зубьев изделя. Поднутрение передней поверхности зубьев червячной фрезы (фиг. 183,б) приводит к искажению профиля инструмента и зубьев колеса, показанному на фиг. 183 сплошными линиями. В этом случае имеет место утолщение головки зубьев нарезаемого колеса и отклонение основного шага в плюс от номинала. Образование отрицательного переднего угла при заточке фрезы (фиг. 183, в) также искажает профиль инструмента и нарезаемого колеса. Такое расположение передней поверхности приводит к утонению головки зубьев и отклонениям основного шага в минус от номинала у нарезаемого колеса.
К искажению профиля нарезаемого колеса могут привести и другие погрешности заточки червячной фрезы, такие, как отклонение шага винтовых канавок (угла подъема) и отклонение окружного шага расположения режущих канавок. Поэтому вопросы организации правильной заточки и контроля инструмента после заточки являются одним из основных условий обеспечения необходимого качества зубчатых колес в условиях тяжелого машиностроения.
Дело заключается в том, что последующий контроль крупных зубчатых колес не только является довольно сложным процессом, но и результаты проверки после окончательного нарезания большого зубчатого колеса могут по сути дела только фиксировать полученные отклонения, возможности же исправления их весьма ограничены.