
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Сварка корпуса вращающейся печи.
Зазоры в местах соединения отдельных секций должны быть не менее 3 мм, а прилегание накладок и их установка в соответствии с фиг. 297, б. Участки монтажного стыка необходимо очистить от загрязнений, ржавчины и окалины. Сварку прихваток и швов производят сварщики 5—6 разрядов, имеющие паспорт на выполнение ответственных сварочных работ. Сварочные прихватки накладываются сечением 6X6 мм с шагом 60X400 мм.
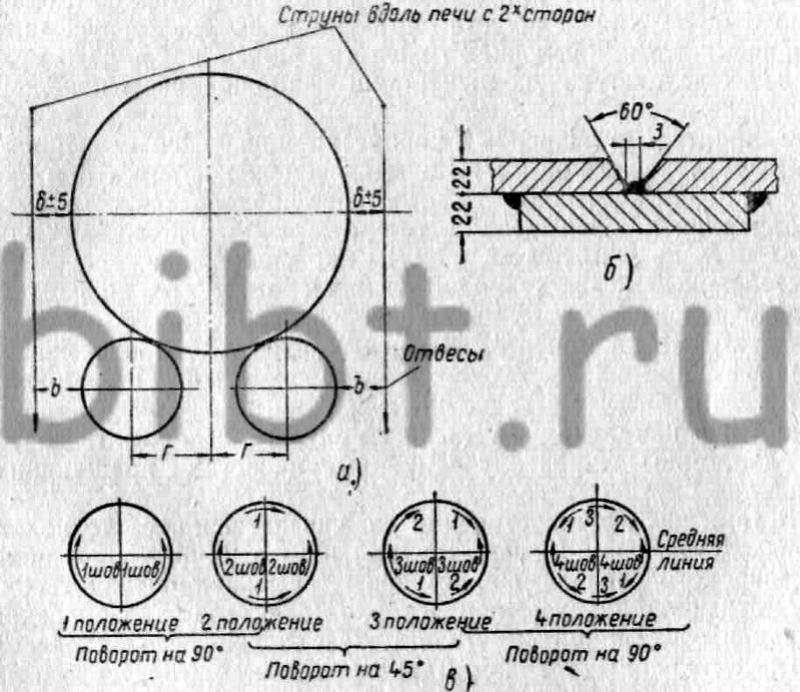
Фиг. 297. Схема проверки прямолинейности корпуса печи (а); окончательная сборка стыка секции с установкой накладки (б); схема . последовательности сварки монтажных стыков (в).
Последовательность сварки монтажных стыков указана на фиг. 297, в, причем необходимо обращать внимание на условия безопасности сварочных работ как внутри корпуса, так и с наружной стороны.
Швы, указанные цифрой 1 в первом положении, и последующие швы 2 и т. д., выполняются одновременно двумя сварщиками, причем длина участков, равная 400 мм, заваривается таким образом, чтобы 100 мм длины участка были сверху средней линии и 300 мм соответственно снизу средней линии. Обязательно соблюдение угла поворота корпуса для первых четырех положений. Заполнение фаски шва производят в 3 слоя, контролируя при поворотах прямолинейность корпуса струнами и нивелиром.
Удаление распорок из секций производят после заварки всех швов корпуса печи.
Особое внимание при выполнении сварочных работ необходимо обратить на недопустимость подрезов на корпусе печи, наличие которых в условиях тяжелого режима работ печи может привести вследствие концентрации напряжений к появлению трещин.
Окончательно сваренный корпус вращающейся печи подвергают проверке на прямолинейность и биение корпуса при повороте на 360°. Качество монтажных швов проверяется методом засверливания как внутренних, так и наружных кольцевых швов из расчета по 2 пробы на каждый кольцевой шов.
Описанный выше технологический процесс сборки и сварки цельносварного корпуса вращающейся печи 3,5X75 м впервые был применен на монтаже цементных печей Богословского алюминиевого комбината, что позволило сократить сроки монтажа на 4 месяца за счет устранения сверления отверстий в корпусах секций и в накладках в условиях монтажа, сэкономить до 10 т металла, повысить эксплуатационные качества вращающихся печей.
В тяжелом машиностроении совершенствование технологии производства сварных конструкций идет в направлении наиболее широкого использования новых высокопроизводительных автоматизированных методов сварки (электрошлаковой сварки, сварки в среде защитных газов), разработки высокопроизводительных сборочных стендов, манипуляторов, кантователей и приспособлений, применение которых способствует повышению технического уровня сварочного производства.