
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Строгание на поперечно-строгальном станке.
Этот способ наиболее распространен тогда, когда проем имеет много ступеней и пазов, расположенных в поперечном направлении как на боковых направляющих, так и на основании станины. Операция выполняется на поперечно-строгальных станках, имеющих перемещение штосселя до 2000 мм и ход колонны по направляющим до 5000 мм.
В большинстве случаев станина устанавливается в горизонтальное положение на ребро, обработанными боковыми площадками на призмы. Выверяется по обработанным плоскостям разъемов с точностью до 0,1—0,15 мм на длине 1000 мм. В случае отсутствия обработанных боковых площадок станина устанавливается на ребро боковой поверхностью лапы на стол и горловиной на призму, аналогично тому, как показано на фиг. 79. Выверяется по осевым и по разметке.
Процесс строгания осуществляется в следующем порядке. По разметке производят грубую обработку окна. При чистовой обработке вначале строгают сторону направляющей проема той стойки, на которой созданы боковые базы В, выдерживая размеры l4 и l11 от базы В с заданной по технологии точностью.
Точность выполнения размеров от баз В зависит от допустимого смещения проемов у двух парных станин. При строгании основания проема необходимо выдерживать размер от торцов лап и от базы Г суммой размеров l4 и l5. Если торцы лап не обработаны, то следует учитывать необходимый припуск.
После строгания одной боковой направляющей и основания проема с этой же установки строгается другая боковая направляющая в пределах допуска по размерам чертежа. При таком способе обработки проема достаточно просто достигается параллельность направляющих, так как при сравнительно небольших ходах штосселя (450 — 800 мм) отжим его незначителен.
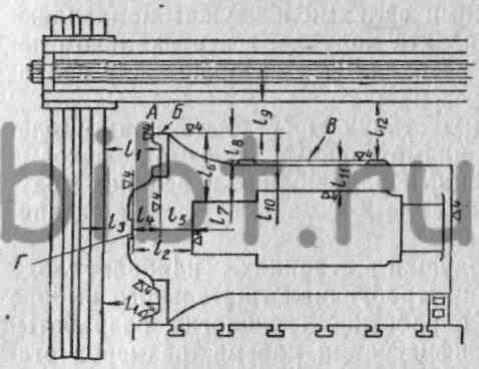
Фиг. 79. Схема расположения измерительных баз для выдерживания размеров при обработке проема станины.