
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ДИСАМАТИК. ДИСАКУЛ.
ДИСАКУЛ (Disacool, от Диса - название датской фирмы и cool - охладитель)
вращающийся барабан для охлаждения формовочной смеси и отливок. Устанавливается в конце заливочного конвейера машины Дисаматик. Помимо охлаждения, в дисакуле отделяется литниковая система и отливки предварительно очищаются (галтуются). Частота вращения барабана до 5 мин-1; время охлаждения около 15 мин. Производительность дисакула для Дисаматика модели 2013 по смеси 40 т/ч, по отливкам - 10 т/ч. По сравнению с обычными выбивными устройствами применение дисакула приводит к значительному уменьшению газо- и пыле-выделения, уровня шума и температуры.
Иванов В. Н. Словарь-справочник по литейному производству. — М.: Машиностроение, 1990. — 384 с: ил. ISBN 5-217-00241-7, 1990.
ДИСАМАТИК (Disamatic, от «Диса» - название датской фирмы и matic - автоматический)
машина для изготовления из высокопрочной формовочной смеси безопочных литейных форм с вертикальным разъемом пескострельно-прессовым способом. В формовочной камере дисаматика (рис. Д-14) размещены две модельные плиты, которые при прессовании оставляют отпечатки на обеих сторонах формы. Готовые формы, собранные в горизонтальные стопки, циклически передвигаются автоматическими конвейерами и заливаются металлом. При необходимости в форму устанавливают стержни с помощью механизированного стержнеукладчика. Модели дисаматика: 2011, 2013, 2032 и 2070. Фирма «Диса» разработала новую модель 2150 для форм размеров: 1200Х1067Х(200-:-700) мм. Конвейер дисаматика снабжен боковыми плитами, позволяющими максимально использовать рабочую поверхность формы. На машине модели 2013 изготовляют формы размеров: 600Х480Х(120-:-560) мм; производительность машины 257-360 форм/ч. дисаматик укомплектовывается стержнеукладчиком, автоматическим формовочным прецизионным и охладительными конвейерами, заливочным устройством дисапур, барабанным охладителем дисакул Модель 2013 может дополнительно укомплектовываться установкой дисакор для изготовления стержней по холодной оснастке, которая работает в автоматическом цикле с дисаматиком.
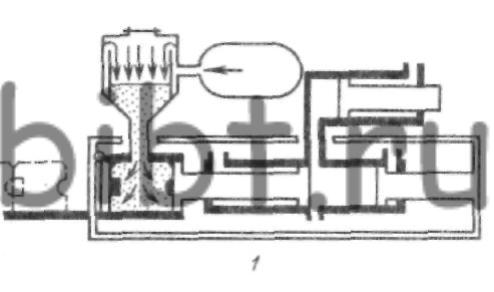
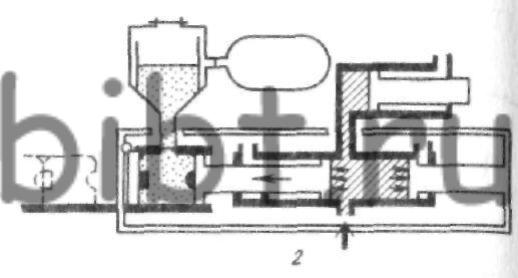
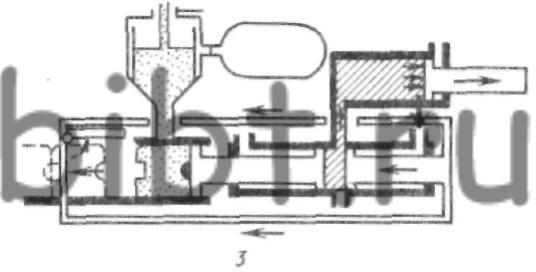
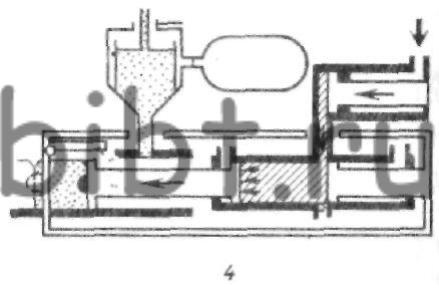
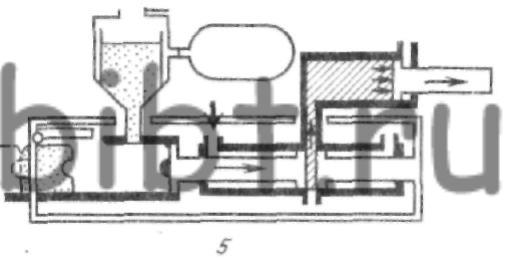
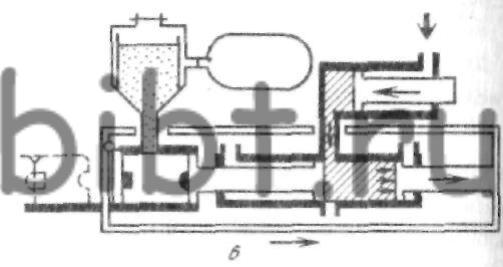
Рис. Д-14. Последовательность выполнения операций на Дисаматике:
1 - заполнение формовочной смесью; 2 - прессование смеси; 3 - протягивание передней модельной плиты; 4 - выдача изготовленной полуформы и продвижение всего ряда форм; 5 - протягивание задней модельной плиты; 6 - закрытие формовочной камеры
Иванов В. Н. Словарь-справочник по литейному производству. — М.: Машиностроение, 1990. — 384 с: ил. ISBN 5-217-00241-7, 1990.