
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 11. Требования техники безопасности при работе на токарных станках.
При работе на токарных станках из-за несоблюдения правил безопасности могут произойти несчастные случаи вследствие ранения стружкой, при прикосновении к вращающимся патронам, планшайбам и зажимным приспособлениям на них, а также к обрабатываемым деталям.
В процессе резания образуется сливная или отлетающая стружка. Форма образующейся стружки зависит от марки стали, геометрии режущего инструмента, специальных средств дробления стружки, режимов резания и других факторов. При скоростном точении металлов образование сливной или отлетающей стружки представляет особую опасность как для рабочих, так и для окружающих.
Большое значение для безопасной работы токаря имеет установка режущего инструмента. Устанавливать резец можно только в исправном суппорте с применением подкладки, равной по длине и ширине опорной поверхности резца. Токарю необходимо иметь набор подкладок разной толщины, длины и ширины. Это позволит выбрать нужные подкладки соответственно закрепляемому в суппорте резцу. Резец должен устанавливаться на высоте центров. Более двух подкладок под резец не устанавливается, и зажиматься он должен не менее чем тремя болтами.
Во избежание поломок резец зажимают с минимально возможным вылетом; подводят резец к обрабатываемой детали медленно и осторожно. Не следует устанавливать сразу большую глубину резания. Быстрое врезание на большую глубину может привести к поломке резца, выкрашиванию режущей кромки или вылету плохо напаянных на резец режущих пластин из быстрорежущей стали или твердых сплавов.
Наличие на рабочих местах, в проходах и проездах металлической стружки может привести к тяжелым ранениям рук и ног. Поэтому стружка должна направляться от режущего инструмента в корыто станка, а затем убираться с рабочего места и вывозиться из цеха.
Уборка стружки непосредственно руками связана с опасностью их травмирования и не должна допускаться. Поэтому при уборке стружки вручную необходимо применять специальные крючки и металлические щетки, а также стальные совки, вилы и лопаты.
Во время работы станка производить с него уборку стружки не допускается. Намотавшаяся стружка удаляется с инструмента, патрона или планшайбы, а также с обрабатываемой детали только после полного останова станка.
Для дробления стружки и ее безопасного удаления из рабочей зоны применяют специальные резцы, обеспечивающие стружколомание и стружкозавивание, а также специальные стружкоотводчики (рис. 7).
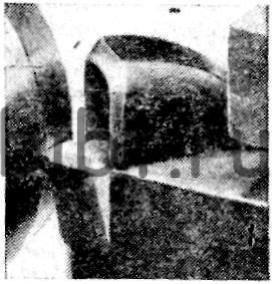
Рис. 7. Пневматический пылестружкоотводчик на токарном станке
Зона обработки на токарных станках должна ограждаться защитным устройством (экраном). При этом экранируется зона обработки не только со стороны рабочего места, но также и со стороны, противоположной рабочему месту. Должны иметь ограждения также зажимные патроны универсальных токарных и токарно-револьверных станков. Ограждения должны быть подвижными и легко отводиться при установке и снятии заготовок, не ограничивая технологических возможностей станков. На рис. 8 показан токарно-винторезный станок модели 16К20 московского завода «Красный пролетарий», оснащенный открывающимся ограждением кулачкового патрона, сблокированного со шпинделем станка таким образом, что включить его можно только при закрытом ограждении. В суппорт этого станка встроены также ограждения ходового валика и ходового винта.
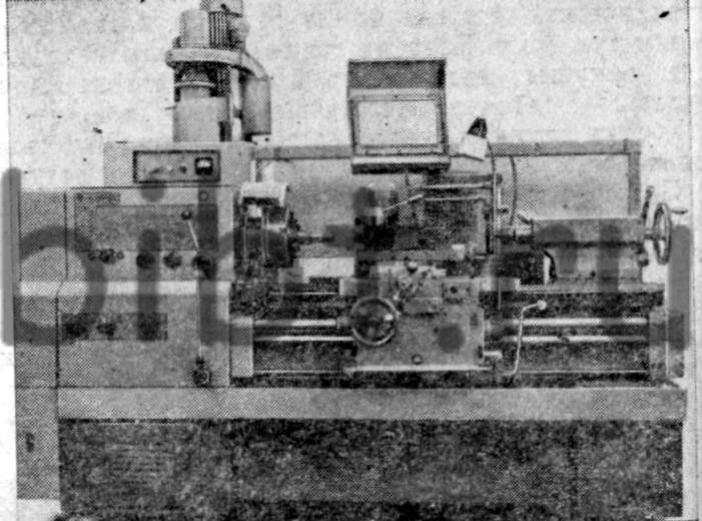
Рис. 8. Токарно-винторезный станок 16К20
Токарно-револьверные и другие станки, предназначенные для обработки пруткового материала, оснащают трубчатыми ограждениями для укрытия прутков по всей их длине. При обработке длинномерного пруткового материала на токарно-винторезных и других станках, не предназначенных для обработки данного вида материала, на этих станках также устанавливают трубчатые ограждения с шумопоглощающим покрытием внутренней поверхности ограждения. Прутковый материал, предназначенный для обработки на станках, не должен иметь кривизны.
Деталь следует надежно закреплять в кулачковом патроне или на планшайбе. Недопустимо, чтобы после закрепления детали кулачки выступали из патрона или планшайбы за пределы их наружного диаметра. Если же кулачки выступают, следует заменить патрон или установить специальное ограждение. При установке (навинчивании) патрона или планшайбы на шпиндель рекомендуется подкладывать под них на станок деревянные подставки с выемкой по форме патрона (планшайбы). Устанавливать тяжелые патроны и планшайбы на станок и снимать их со станка надо при помощи подъемного устройства и специального захватного приспособления. Не разрешается свинчивать патрон (планшайбу) резким торможением шпинделя.
В кулачковом патроне можно закреплять только короткие, длиной не более двух диаметров, уравновешенные детали. При установке более длинных деталей для подпора следует пользоваться задней бабкой. При обработке очень длинных деталей в центрах (длиной, равной 12 диаметрам и более), а также при скоростном и силовом резании деталей длиной, равной 8 диаметрам и более, следует применять дополнительные опоры (люнеты), а также безопасные поводковые патроны или хомутики. Нельзя пользоваться зажимными патронами, если в них изношены рабочие плоскости крепежных кулачков. Деталь следует захватывать в патроне кулачками на наибольшую возможную глубину, чтобы избежать выброса ее во время работы.
Перед установкой детали в центрах проверяют исправность центров и их совпадение по центровой линии. Нужно периодически смазывать центровые отверстия. Не следует применять центры с изношенными или забиты конусами. Размеры токарных центров должны соответствовать центровым отверстиям обрабатываемой детали. Нельзя туго затягивать задний центр. Заднюю бабку и пиноль надо надежно закреплять, чтобы деталь опиралась на центр всей конусной частью центрового отверстия, при этом не допускать упора центра в дно центрового отверстия детали.
Нельзя работать на сработанных или забитых центрах. При обточке длинных деталей надо периодически проверять осевой нажим, создаваемый центром задней бабки. При скоростном точении центр задней бабки должен быть вращающимся. При выполнении чистовых операций на небольших деталях с высокой точностью можно использовать невращающиеся центры; при этом применяют специальную смазку для заднего центра. Центры должны быть наплавлены твердым сплавом. Для проверки надежности закрепления детали шпиндель станка вначале устанавливают на малую частоту вращения. При проверке центричности детали пользуются палочкой мела или мелом в державке. Несимметричные детали перед обработкой тщательно отбалансировывают, а их выступающие части ограждают.
При зачистке или полировке напильником детали, обрабатываемой на токарном станке, необходимо отвести суппорт с резцом на безопасное расстояние. Ручку напильника следует держать левой рукой, а его конец правой. При зачистке деталей наждачной бумагой пользуются специальными прижимными колодками (при зачистке наружных поверхностей) или круглой оправкой (при зачистке внутренних поверхностей).
Нельзя поддерживать деталь руками, в частности, при отрезании детали, закрепленной в центрах или в патроне. В этом случае необходимо пользоваться специальными деревянными подкладками для поддержки детали.
Недопустимо во время работы станка измерять детали, проверять рукой чистоту наружной или внутренней поверхностей обрабатываемой детали, устанавливать или сменять резцы, чистить и смазывать станок, передавать через станок детали, инструмент, техническую документацию и пр. После окончания обработки детали суппорт с резцом необходимо отвести в сторону, станок и двигатель отключить. Для ускорения остановки выключенного станка нельзя тормозить рукой патрон или планшайбу.