
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Устройство и назначение основных узлов и деталей паровоздушных молотов.
Паровой цилиндр. Поршень, шток и баба. Станина. Направляющие. Шабот. Фундамент.
Рассмотрим кратко устройство и назначение основных узлов и деталей паровоздушных молотов.
Паровой цилиндр — один из основных элементов молота — изготовляется литьем из чугуна или стали и снабжается для прочности ребрами. В современных моделях молотов цилиндры изготовляются из стального литья и снабжаются сменными гильзами из термообработанного хромоникелевого чугуна. Это упрощает ремонт цилиндра при его износе и увеличивает срок службы молота.
Диаметр цилиндра составляет примерно 35—45% величины хода бабы. Высота цилиндра должна быть больше длины хода бабы на толщину поршня и на величину так называемого вредного пространства сверху и снизу поршня при его крайних положениях. Это пространство создает сверху поршня воздушный или паровой буфер, предохраняющий от выбивания поршнем верхней крышки цилиндра и нижней крышки при осадке шабота.
Снизу в цилиндр входит шток. Для предотвращения выбивания пара из цилиндра между штоком и стенками съемного днища создается необходимое уплотнение из набора манжет из асбестовой ткани, пропитанной теплостойким клеем.
Поршень, шток и баба. Внутри парового цилиндра движется поршень, соединенный со штоком. Другой конец штока закреплен в бабе.
Поршень 2 (рис. 33, а) изготовляется из углеродистой стали. Его диаметр на 1—2,5 мм меньше диаметра цилиндра. На поршне устанавливаются два-три поршневых кольца 1.
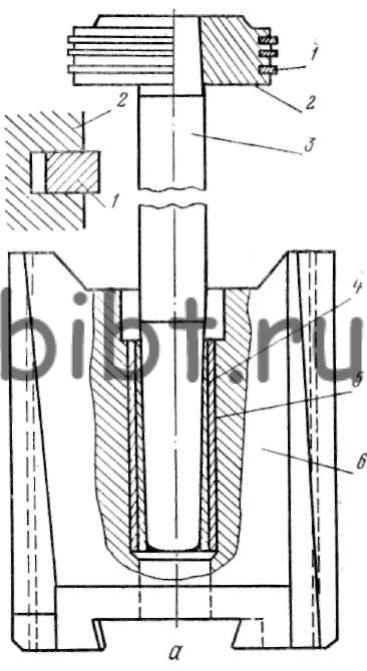
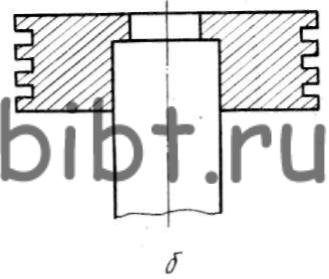
Рис. 33. Соединение штока с поршнем и бабой
Соединение поршня со штоком 3 выполняется либо горячей посадкой на конус (рис. 33, а), либо горячей посадкой по цилиндру (рис. 33, б). Первый вариант соединения хуже, так как во время работы молота возможно проседание поршня по штоку.
Ввиду тяжелых условий, работы штоков, особенно у штамповочных молотов, они изготавливаются из легированных сталей, подвергаются термической обработке и обкатке роликом после шлифовки для увеличения стойкости. Стойкость штоков штамповочных молотов на заводах автомобильной и тракторной промышленности не превышает 4 месяцев. Увеличения стойкости можно добиться, сделав шток полым.
Бабы изготавливаются коваными и литыми. Форма бабы должна быть возможно более простой. Со штоком баба 6 соединяется путем запрессовки конусного конца штока в отверстие в бабе (рис. 33, а). Для увеличения срока службы бабы запрессовка производится с использованием промежуточных деталей: разрезного стального стакана-сухаря 5 и латунной или медной прокладки 4. Различного рода подвижные соединения бабы со штоком не получили широкого распространения из-за сложности изготовления и ненадежности в работе.
Станина. Цилиндр молота устанавливается на станине и закрепляется на ней через подцилиндровую плиту при помощи болтов.
Паровоздушный молот работает в очень тяжелых условиях, так как на станину действуют переменные по направлению и большие по величине усилия, поэтому она должна быть очень прочной и жесткой.
Станины ковочных и штамповочных молотов отливаются из стали, и для жесткости им придается коробчатая форма.
По конструкции различают станины одинарные и двойные (соответственно молоты называются одностоечными и двухстоечными).
Одностоечные молоты бывают с направляющими (чаще) и без направляющих. Во втором случае направление бабы и штока обеспечивается длинной сальниковой втулкой.
Одностоечные паровоздушные молоты у нас в стране не выпускаются. Они с успехом заменяются пневматическими молотами.
Двойные станины более жестки и надежны, хотя несколько ограничивают свободу действий кузнеца.
Направляющие — чугунные или стальные — обычно изготавливаются отдельно и крепятся к станине молота. Они обеспечивают правильное движение бабы до момента соприкосновения ее с поковкой и во время ее деформации.
Во избежание заедания при движении между бабой и направляющими оставляют зазор в 1—2 мм. Для предупреждения выкрашивания направляющих при косом ударе бабы в крайнем нижнем положении она не должна выходить из направляющих больше чем на половину своей высоты.
Шабот. Для полного использования энергии удара молота, сохранения правильности взаимного расположения его частей и безопасности окружающих строений необходимо, чтобы основание, на котором укрепляется молот, было достаточно прочным и массивным.
Одним из главных элементов основания является шабот. Он представляет собой массивную отливку, которая должна быть тяжелее падающих частей ковочных молотов не менее чем в 8 раз, молотов для ковки инструментальных и легированных сталей повышенной твердости— не менее чем в 15 и даже 20 раз, штамповочных молотов — не менее чем в 20—25 раз.
В верхней части шабота устанавливается сменная стальная подставка (подушка), на которой при помощи клиньев укрепляется нижний боек (или нижний штамп) молота.
Фундамент служит опорой для шабота молота и станин. Как отмечалось выше, станины и шабот имеют отдельные фундаменты. При общем фундаменте между ним и станиной помещается упругая прокладка из деревянных брусьев или из прорезиненной ткани. Прокладку делают в виде пакета определенной толщины, в зависимости от типа молота и его мощности (табл. 5).
Таблица 5 Толщина прокладки фундамента паровоздушных молотов, мм
| Масса падающих частей, кг | Тип фундамента | |
| виброизолированный | обычный | |
| Молоты ковочные пневматические | ||
| 250 | 15 | 20 |
| 400 | 15 | 20 |
| 750 | 20 | 25 |
| 1000 | 20 | 30 |
| Молоты ковочные паровоздушные | ||
| 1000 | 20 | 30 |
| 2000 | 30 | 40 |
| 3150 | 35 | 40 |
| 5000 | 40 | 70 |
| Молоты штамповочные паровоздушные | ||
| 630 | 15 | 25 |
| 1000 | 20 | 40 |
| 2000 | 35 | 50 |
| 3150 | 40 | 60 |
| 5000 | 50 | 80 |