
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Станы для поперечной клиновой и плоскоклиновой прокатки.
Прокатные станы, у которых рабочие поверхности валков или плашек имеют в плане форму клиньев, применяются для получения деталей круглой формы (ступенчатых валиков, шаровых пальцев и др.). Они обеспечивают большую степень деформации, имеют высокую производительность, уменьшают потери металла по сравнению со штамповкой в 3—4 раза, обеспечивают точность деталей по 5-му классу.
На рис. 49 показан инструмент для поперечной клиновой прокатки.
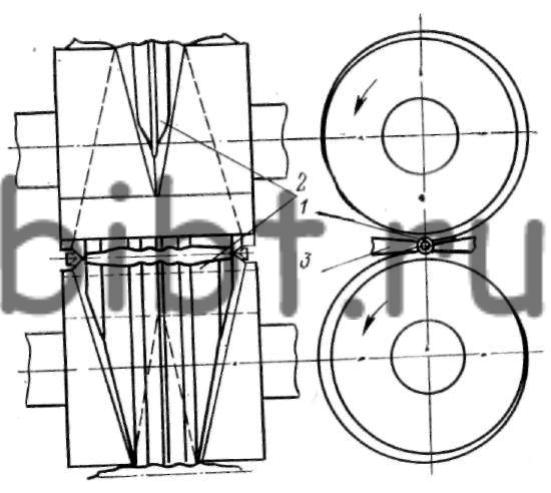
Рис. 49. Инструмент для поперечной клиновой прокатки
На валках имеются клиновидные секторы (ручьи) 2. Форма ручьев у основания клиньев соответствует форме готовой детали. В исходном положении валки повернуты друг к другу заходными (без рельефа) секторами, и заготовка 1 свободно вводится в межвалковое пространство. При повороте валков заготовка втягивается клиновидными выступами в зазор между валками. При этом она вращается и обжимается по диаметру. Избыток металла смещается от середины к концам заготовки. Деталь получается за один оборот валков.
Направление заготовки осуществляется двумя направляющими проводками 3.
Весьма перспективными являются станы плоскоклиновой прокатки. Деформация металла производится плоскими клиньями, совершающими поступательно-возвратное движение, заготовка при этом получает вращательное движение.
Инструмент более простой и долговечный по сравнению с инструментом для поперечной клиновой прокатки.