
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
ОТДЕЛКА ПОКОВОК. Обрезка и прошивка.
Очистка и отделка поковок — необходимые операции кузнечного производства, повышающие их точность и улучшающие качество поверхности.
К отделочным операциям относятся: обрезка заусенца и прошивка отверстия, правка, очистка от окалины, удаление дефектов на поковках, калибровка.
Обрезка и прошивка. Обрезка заусенца и прошивка отверстия могут выполняться вхолодную и с нагревом поковки. Холодная обрезка- обеспечивает более чистую поверхность, большую точность и высокую производительность. При холодных обрезных работах легче наладить штампы и обеспечить необходимые зазоры.
Горячая обрезка применятся: для крупных поковок массой свыше 3—5 кг; при штамповке поковок из высокоуглеродистых и специальных сталей, обладающих пониженной пластичностью в холодном состоянии; при отсутствии обрезного пресса достаточной мощности.
При холодной обрезке пуансоны и матрицы пригоняются по поковке, при горячей — по отливке, полученной с чистового ручья. Хорошее качество поверхности среза можно получить только в том случае, когда между пуансоном и матрицей имеется определенный зазор, величина которого устанавливается в зависимости от высоты поковки и величины штамповочных уклонов. Она колеблется в пределах от 0,3 до 3 мм. Зазор образуется за счет уменьшения размеров пуансона.
Если у поковки имеется отверстие, то обрезка и прошивка могут выполняться последовательно, т. е. сначала прошивка, потом обрезка (можно наоборот), или в совмещенном штампе за один ход пресса. Схема работы совмещенного штампа показана на рис. 83.
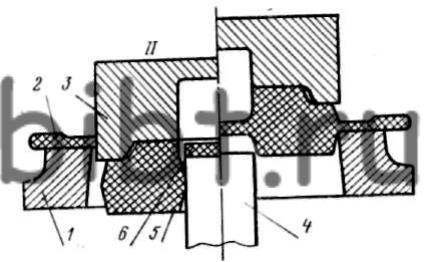
Рис. 83. Совмещенный штамп для обрезки и прошивки:
1 — обрезная матрица; 2 — заусенец; 3 — обрезной пуансон; 4 — прошивной пуансон; 5 — поковка; 6 — пленка (I — исходное положение, II — конечное положение)
При малых зазорах между пуансоном и матрицей заусенец застревает на пуансоне и для его удаления применяются съемники различного типа (рис. 84):
I — наиболее надежный жесткий съемник на распорных трубках;
II— съемные лапы, применяемые для крупных поковок;
III — пружинный съемник, применяемый в случае, когда высоты штампового пространства не хватает для расположения винтов;
IV — жесткий подпружиненный съемник, применяемый при обрезке высоких поковок с целью уменьшения длины пуансона.
У обрезных штампов матрицы работают в тяжелых условиях. С целью повышения их стойкости производится наплавка режущих кромок твердым сплавом типа сормайт, который содержит: 2,5—3% углерода; 25—30% хрома; 3—5% никеля; 2,8—4,2% кремния; 0,5—1,5% марганца и остальное железо.
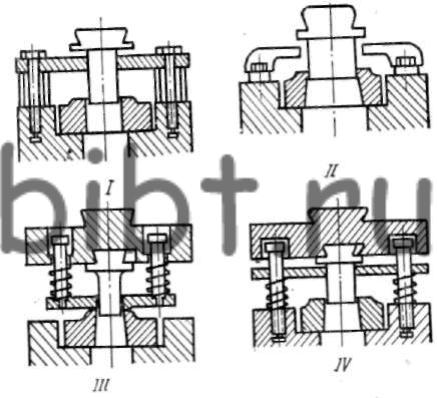
Рас. 84. Съемники заусенца