
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Сварка пластмасс.
Одним из способов, применяемых для соединения элементов деталей из пластмасс, является сварка. Процесс сварки заключается в нагреве прилегающего к шву материала до пластичного состояния и последующем воздействии давления на материал в месте сварного соединения.
Существует несколько промышленных способов сварки термопластичных материалов: высокочастотный, термоконтактный, газопламенный, ультразвуковой и сварка трением, основанная на использовании тепла, выделяемого при трении свариваемых деталей.
Выбор метода сварки обусловлен свойствами свариваемого материала, конструкцией свариваемых деталей, требованиями к сварному соединению, условиями эксплуатации сваренной детали, а также необходимой производительностью.
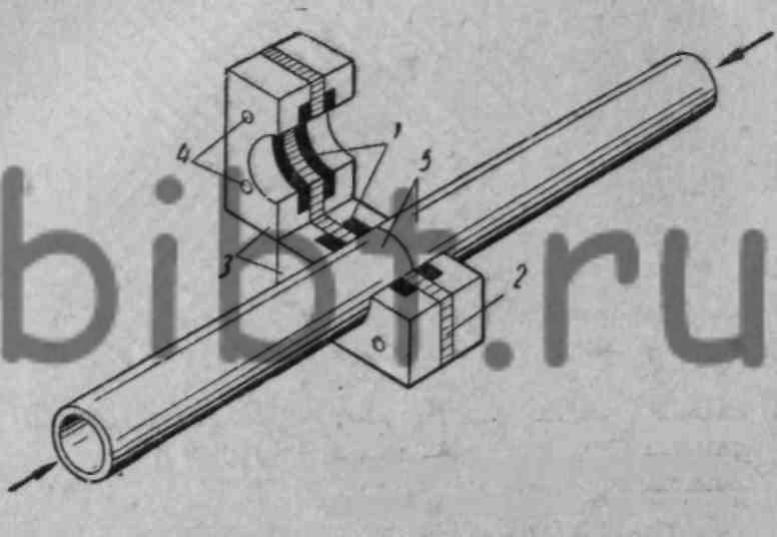
Рис. 47. Схема сварки труб из термопластов токами высокой частоты:
1 — медные кольца; 2 — прокладки; 3 — колодки; 4 — шпильки; 5 — свариваемые трубы
Высокочастотный метод сварки (рис. 47) является по сравнению с другими наиболее производительным; прочность сварного соединения, полученного с помощью токов высокой частоты (т. в. ч.), практически равна прочности самого материала. Материал в месте соединения нагревается в течение короткого времени под воздействием электрического поля, создаваемого т. в. ч.
Рабочие электроды, представляющие собой специально
сконструированные конденсаторы, одновременно являются элементами
сварочного аппарата; они оказывают давление в месте соединения.
Рабочие электроды выполняют по форме сварного шва. Для сварки тонких
пленок из полиамидных материалов применяют рабочие электроды в виде
роликов, при вращении которых от привода материал протягивается и
одновременно сваривается. С помощью высокочастотных аппаратов можно
сваривать винипластовые трубы, листы, покрытия полов и крыш из
полихлорвиниловых пластиков.

Рис. 48. Последовательность процесса сварки термопласта с помощью нагревательного элемента (контактная сварка):
1 — нагревательный элемент; 2 — подкладка; 3 — прижичной ролик; 4 и 5 — свариваемые детали
Термоконтактный метод сварки заключается в создании в местах шва при помощи специального термоэлемента температуры, необходимой для расплавления материала. Этим методом можно сваривать все термопластичные материалы. Режимы работы термоэлементов находятся в пределах 120—400° С и зависят от свойств свариваемых материалов.
Схема сварки
термопласта с помощью нагревательного элемента показана на рис. 48.
Нагревательный элемент 1 помещают между свариваемыми деталями 4 и 5.
После размягчения материала нагревательный элемент удаляют, а
размягченные поверхности соединяют и сдавливают, прикатывая прижимным
роликом 3 к подкладке 2. Сварочные аппараты питаются от сети
переменного тока промышленной частоты.
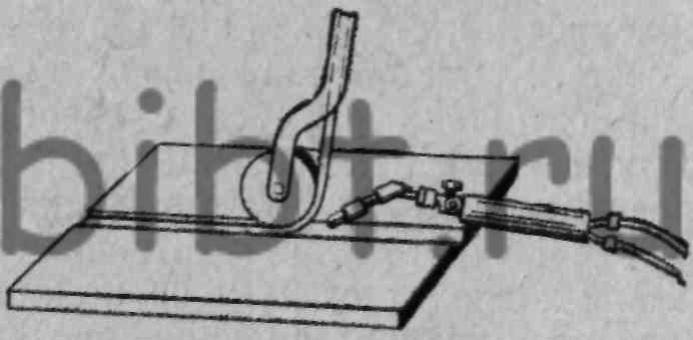
Рис. 49. Схема сварки термопластов нагретым газом
Газопламенный метод сварки пластмасс (рис. 49) применяется для сваривания конструкционных материалов (листового винипласта, труб, деталей из полиэтилена и полиамидов), когда по каким-либо причинам нельзя применить высокочастотную сварку. Газопламенная сварка осуществляется при помощи сварочного пистолета, представляющего собой трубку, внутрь которой вмонтирована спираль, обогреваемая электрическим током и обдуваемая воздухом или инертным газом (для сварки полиэтилена и полиамидов). Струя нагретого газа, выходящая из сопла, является теплоносителем, создающим тепловое поле в месте сварного соединения.
Ультразвуковой метод сварки заключается в том, что материал в месте соединения подвергается обработке ультразвуковыми колебаниями и одновременно давлению, создаваемому излучателями, преобразующими электрические колебания в механические. Под воздействием ультразвуковых колебаний свариваемые поверхности термопластов нагреваются до пластичного состояния и свариваются.
Сварка трением термопластов имеет ограниченное применение в промышленности, а потому из рассмотрения исключена.