
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Изготовление деталей из пластмасс.
Способы переработки пластмасс зависят от их химических и физических свойств.
Основными способами получения деталей (изделий) из пластмасс являются: обычное и литьевое прессование, литье под давлением, экструзия, выдувание, штамповка, сварка, механическая обработка.
Обычное прессование осуществляется в металлических формах на механических или чаще на гидравлических прессах. Этим способом перерабатывают в основном термореактивные пластмассы.
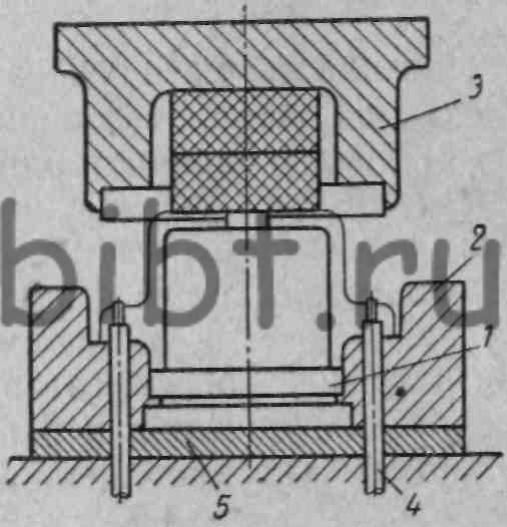
Рис. 41. Схема обычного прессования в прессформе:
1 — пуансон; 2 — нижняя полуматрица; 3 — верхняя полуматрица; 4 — выталкиватель; 5 — основание
Сущность обычного прессования (рис. 41) заключается в том, что прессовочный материал засыпают в оформляющую (рабочую) полость прессформы, после чего подвергают давлению и нагреву. Материал, получивший пластичность в результате нагрева в форме, под давлением распределяется по форме, заполняя ее. Деталь выдерживается в форме под давлением в течение некоторого времени, необходимого для отверждения термореактивного материала. Затем открывают прессформу и извлекают деталь.
Основным элементом технологической оснастки при прессовании являются прессформы, состоящие из матрицы и пуансона, деталей крепления и направления подвижных частей. По конструктивным признакам прессформы делятся на открытые, полузакрытые и закрытые.
Открытые прессформы не имеют загрузочной камеры, просты и дешевы в изготовлении и эксплуатации. Их недостаток — повышенный расход прессовочного материала и низкая точность деталей по толщине, а также образование заусенца в зазоре между матрицей и пуансоном.
Полузакрытые прессформы снабжены загрузочной камерой по размеру большей, чем площадь проекции рабочей полости формы. На стыке пуансона и матрицы имеется опорная поверхность, которая дает возможность получать детали более высокой точности по толщине, чем в открытых прессформах.
Закрытые прессформы имеют загрузочную камеру по размерам и конфигурации, аналогичную поперечному сечению рабочей полости формы. Материалом для изготовления прессформы служат инструментальные углеродистые и легированные стали. Внутренние оформляющие поверхности прессформ для повышения износостойкости полируют и хромируют.
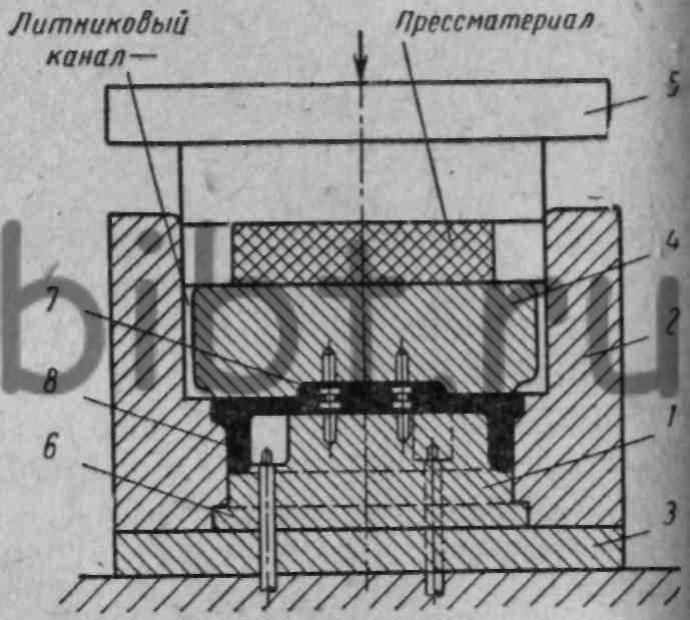
Рис. 42. Схема литьевого прессования:
1 — дно матрицы; 2 — матрица; 3 — оснований матрицы; 4 — верхний вкладыш с литниковыми каналами; 5 — литьевой пуансон; 6 — выталкиватель; 7 — арматура детали; 8 — деталь
Литьевое прессование (рис. 42) заключается в том, что прессовочный материал загружают в загрузочную камеру, отделенную от оформляющей полости прессформы. Нагретый до пластичного состояния материал под давлением пуансона через литниковый канал подается из загрузочной камеры в прессформу и заполняет ее. Пуансон, в отличие от обычного прессования, не участвует в оформлении детали.
Этим методом можно перерабатывать материалы с повышенной пластичностью. Метод литьевого прессования по сравнению с обычным имеет ряд особенностей: процесс формования деталей происходит быстрее; на деталях практически не образуется грата; пресс-формы для литьевого прессования сложнее и дороже; при прессовании расходуется больше материала из-за заполнения литниковых каналов и остатка в загрузочной камере.
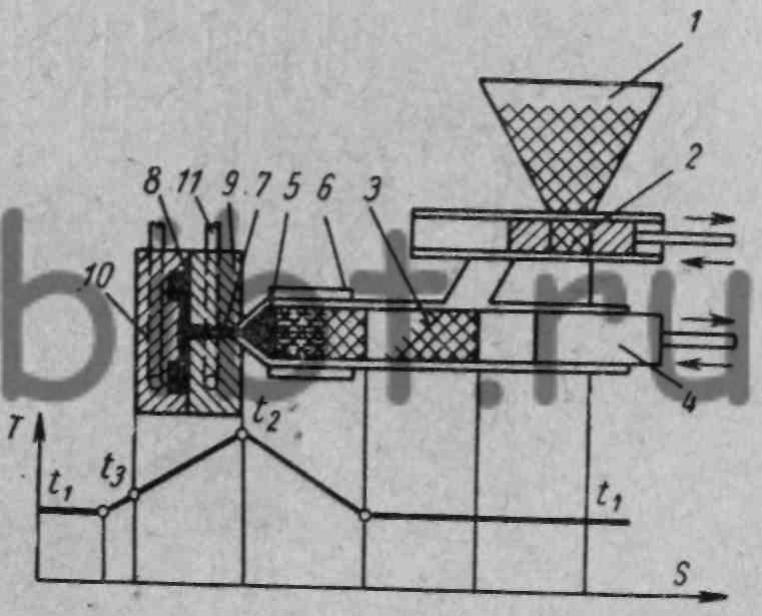
Рис. 43. Схема процесса литья под давлением в литьевой машине:
1 — бункер; 2 — дозировочное приспособление; 3 — приемная камера; 4 — поршень; 5 — нагревательный цилиндр; 6 — электрический обогреватель; 7 — заливочный канал формы; 8 — полость формы, оформляющая деталь; 9 — передняя часть формы; 10 — задняя часть формы; 11 — каналы для охлаждения формы; t1 — температура пластмассы перед литьем и детали после литья; t2, — температура пластмассы в момент литья; t3 — температура детали в момент раскрытия формы
Литье под давлением осуществляется на специальных литьевых машинах с гидравлическим или электромеханическим приводом, с автоматическим или полуавтоматическим управлением. Литьем под давлением, как правило, перерабатываются термопластичные пластмассы. Схема процессов литья в литьевой машине показана на рис. 43. Сущность процесса состоит в следующем. Материал засыпается в бункер, дозируется и питательным поршнем перемещается в приемную камеру, а затем в цилиндр с электрическим обогревом. После расплавления жидкий материал литьевым поршнем впрыскивается через мундштук и литник в заранее подготовленную форму, которая состоит из двух частей, и охлаждается водой.
Литье под давлением является высокопроизводительным и экономичным методом изготовления деталей. Последующая механическая обработка деталей, отлитых под давлением, сводится до минимума. Цикл литья длится 5—20 сек.
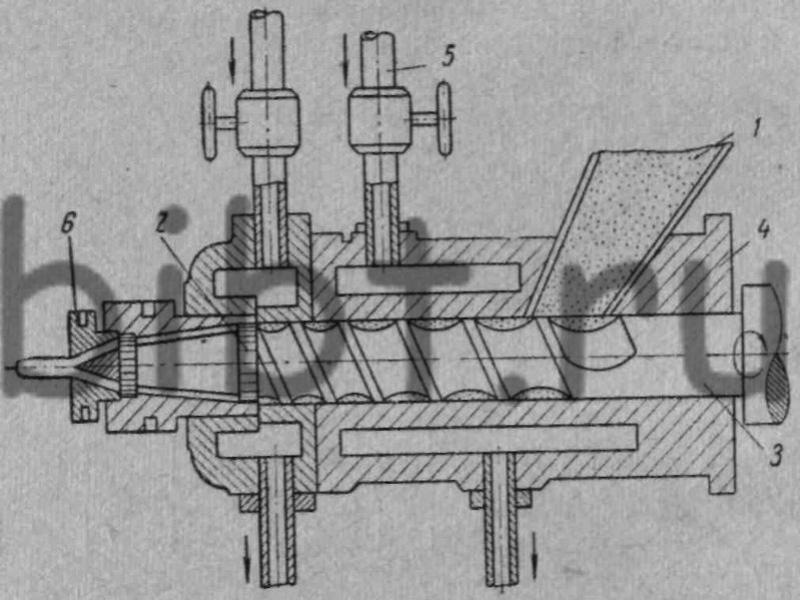
Рис. 44. Схема экструдера (червячного пресса):
1 — бункер; 2 — выходное отверстие; 3 — шнек; 4 — рабочий цилиндр; 5 — трубы для подвода пара и воды для охлаждения; 6 — мундштук
Экструзия — непрерывное выдавливание разогретого до вязкотекучего состояния пластика через специальную головку (дорн) на специальных горизонтальных червячных прессах (экструдерах). Этим способом изготовляют трубы, листы, стержни и различные профили.
Схема экструдера показана на рис. 44. Материал в виде порошка (гранул) через загрузочный бункер передается в обогреваемый цилиндр экструдера. Применяется трех- или четырехзонный обогрев с тем, чтобы температура повышалась в каждой следующей зоне и достигала максимума в дорне. Это необходимо для того, чтобы гранулы пластика разогревались до вязко-текучего состояния равномерно, достигая наибольшей пластичности при выходе из дорна. Подача материала к дорну производится шнеком. Одновременно с подачей материал перемещается и уплотняется. Профиль получаемой детали определяется конструкцией дорна.
Необходима тщательная отделка внутренней поверхности дорна, так как малейшие царапины, выпуклости сказываются на качестве поверхности изготовляемой детали. Если требуются особо точный размеры, то детали при выходе из дорна пропускаются через калибрующее устройство.
Методом экструзии термопластических материалов можно получить пленки. Для этого выходящая из экструдера заготовка раздувается сжатым воздухом до необходимых размеров. Раздувкой заготовки сжатым воздухом можно изготовлять и полые изделия (бутыли, канистры и т. д.), используя для этого приспособления для выдувания.