
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Формовка в разовые формы.
Изготовление форм для литья производят вручную иди на формовочных машинах. Машинная формовка характерна для литейных цехов серийного и массового производства.
Модели бывают:
- деревянные,
- металлические,
- керамические,
- выплавляемые.
Деревянные модели более дешевые, чем металлические модели, применяют при небольших программах выпуска, так как они относительно недолговечны вследствие растрескивания и коробления.
Для уменьшения этих явлений деревянные модели делают из нескольких кусков дерева, располагая его волокна накрест друг к другу. Материалом для изготовления моделей служат сосна, ольха, клен, бук и липа. Модель окрашивают и лакируют.
Металлические модели более долговечны и обеспечивают получение более точных размеров отливки. Их делают из чугуна или из алюминиевого сплава — силумина.
Обычно металлические модели закрепляют на модельной плите, на которой часто монтируют и элементы для образования литниковой системы в форме.
Залитый в форму металл при затвердевании уменьшается в объеме («дает усадку»). Поэтому размеры моделей должны быть больше, чем соответствующие размеры готовой охлажденной отливки. При изготовлении моделей это обстоятельство учитывается: в модельном цехе пользуются для измерения размеров изготовляемых моделей «усадочными метрами», размеры которых больше обычных на величину усадки.
Соответственно, для сплавов с различной усадкой применяют разные «усадочные метры».
Чтобы
модель можно было извлечь из формовочной смеси после набивки опоки,
на ней должны быть предусмотрены уклоны. Поэтому готовые отливки
также получаются с соответствующими «литейными» уклонами.
В большинстве случаев форму приходится делать разъемной, чтобы можно было извлечь модель после формовки.
Формовка производится последовательно в двух или более опоках (рис. 53), в каждую из которых закладывается часть модели и литниковой системы.
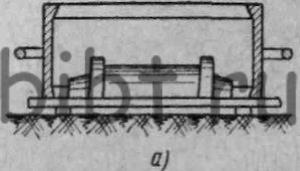
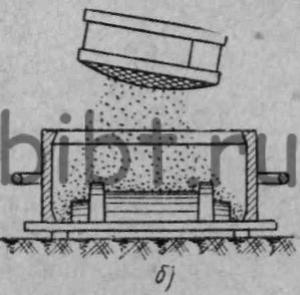
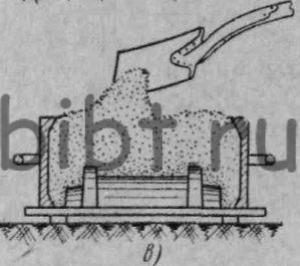
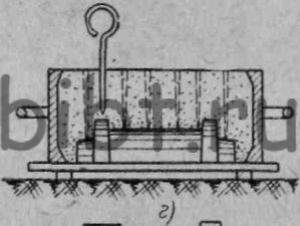
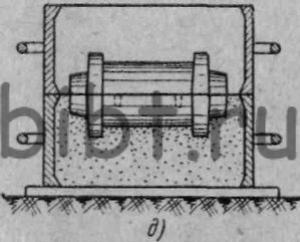
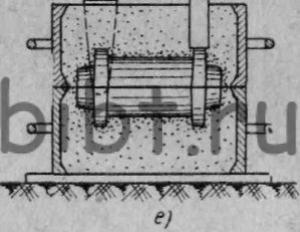
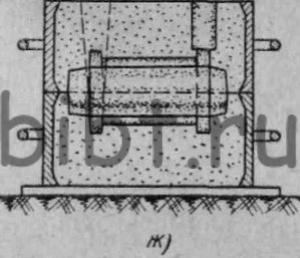
Рис. 53. Формовка втулки: а — ж — последовательные стадии формовки