
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Сортовые станы
Сортовые станы служат для получения сортового проката, полос, прутков и балок с различными профилями поперечных сечений. В зависимости от размеров сечений, получаемых сортовых материалов и соответственных диаметров валков эти станы подразделяются на мелкосортные (диаметр валков 250—300 мм), среднесортные (диаметр валков 350—500 мм), крупносортные (диаметр валков 500—750 мм).
Число и расположение валков в прокатных станах бывает различным в зависимости от их назначения. Существуют двухвалковые (дуо-станы), трехвалковые (трио-станы), многовалковые (4, 6, 12, 20 валков). Кроме того, станы подразделяются на реверсивные и нереверсивные.
Валки
обычно имеют параллельные оси, но существуют также станы, оси валков
у которых находятся под углом друг к другу.
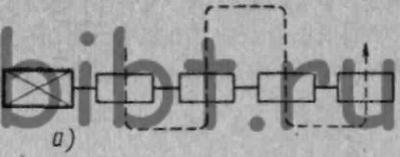
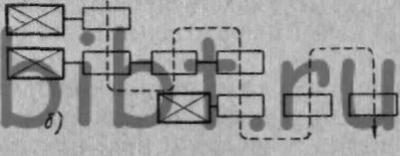
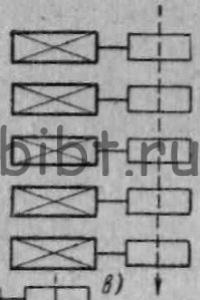
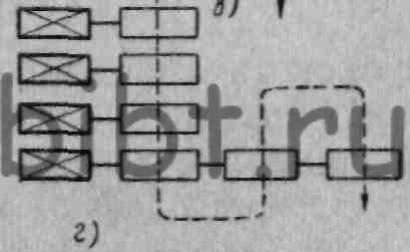
Рис. 73. Схема расположения рабочих клетей
Рабочие клети у многовалковых станов могут быть расположены друг за другом (рис. 73, а) по ходу движения металла (для непрерывной прокатки), частично рядом (рис. 73, б), частично друг за другом (рис. 73, в) (для полунепрерывной прокатки, а также двух-и многоступенчатые) или рядом друг с другом (линейные) (рис. 73, г).
В тех случаях, когда клети расположены друг за другом, скорость вращения валков может быть различной. При последовательном расположении клетей стана прокат осуществляется непрерывно: металл проходит через одну клеть в другую. При линейном расположении клетей (рядом друг с другом) металл, прошедший через валки в одной клети, пропускают через валки соседней при помощи особых устройств (шлепперов) или вручную. При выходе из валков полосы металла движутся по роликовым путям (рольгангам).
Прокатный сортовой металл режется на куски длиной 4—9 м, а круглый прокат малых сечений наматывается в бунты.
На листопрокатных станах получают из слябов листы, толщина которых может быть от 0,2 до нескольких миллиметров.
При последующей холодной прокатке можно получить листы толщиной от 8 мк и выше из горячекатаных листов толщиной 1,6— 3 мм.