
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Токарно-лобовые и токарно-карусельные станки.
Для точения заготовок значительных
диаметров с относительно малой длиной применяют токарно-лобовые и
токарно-карусельные станки. Для лобовых станков характерно большое
расстояние от станины до оси шпинделя станка и значительный диаметр
планшайбы (рис. 138).
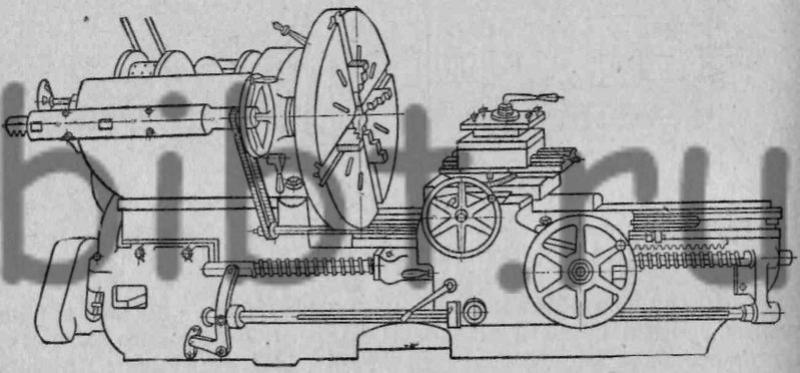
Рис. 138. Токарно-лобовой станок
Для этих же целей применяют токарно-карусельные станки с горизонтальным расположением стола с планшайбой, т. е. с вертикальной осью шпинделя. Диаметры столов крупных карусельных станков, применяемых в тяжелом машиностроении, достигают 10—12 м.
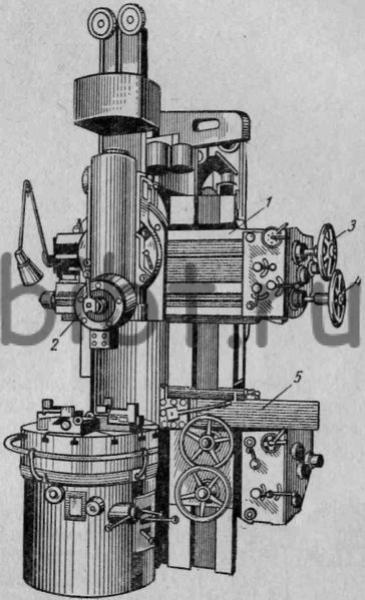
Рис. 139. Токарно-карусельный станок
Токарно-карусельные станки бывают одностоечные (стол с диаметром до 1500 мм) и двухстоечные. В первом случае на вертикальной стойке имеются направляющие, по которым может перемещаться траверса 1 (рис. 139). На траверсе 1 имеются направляющие, по которым в горизонтальном направлении перемещается поворотный суппорт 2 (револьверная головка), несущий режущие инструменты, которые периодически можно вводить в действие путем поворота головки вокруг ее горизонтальной оси. Перемещение траверсы по стойке и суппорта по траверсе производят вручную вращением маховичков 3 и 4 или механически при включении механизмов подач. Сбоку стола размещен поперечный суппорт 5 с четырехгранным поворотным резцедержателем.
Обработка может производиться одновременно инструментами, помещенными в верхнем и боковом суппортах.
Достоинства таких станков по сравнению с токарно-лобовыми— более удобная установка обрабатываемых заготовок и отсутствие консольной нагрузки, возникающей при обработке на лобовых станках. Кроме того, на карусельных станках возможно выполнение более разнообразных переходов (точение, сверление, развертывание и др.) и одновременное использование нескольких режущих инструментов.