
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Токарные центровые и патронные полуавтоматы.
В полуавтоматических станках все действия рабочих органов осуществляются автоматически, за исключением установки на станок обрабатываемой заготовки, снятия обработанной детали и пуска станка в ход, производимых рабочим.
Для точения деталей типа валов при значительных программах выпуска широко применяют центровые многорезцовые полуавтоматы, из которых наибольшее распространение получили гидрокопировальные многорезцовые станки. Обтачивание цилиндрических, конических и фасонных поверхностей на таких станках производится по копиру, по которому перемещается палец (рис. 143). С поперечного суппорта производится несколькими резцами одновременно прорезание канавок, подрезка торцов ступеней вала, снятие фасок и т. д.
Многорезцовые станки без копировальных устройств имеют передние и задние суппорты. И в тех и в других устанавливают по несколько резцов, число которых соответствует числу обрабатываемых поверхностей. При обтачивании ступенчатого вала для обработки с продольной подачей каждой ступени предназначается отдельный резец (рис. 144). Задние суппорты выполняют те же функции, что и поперечные суппорты гидрокопировальных станков.
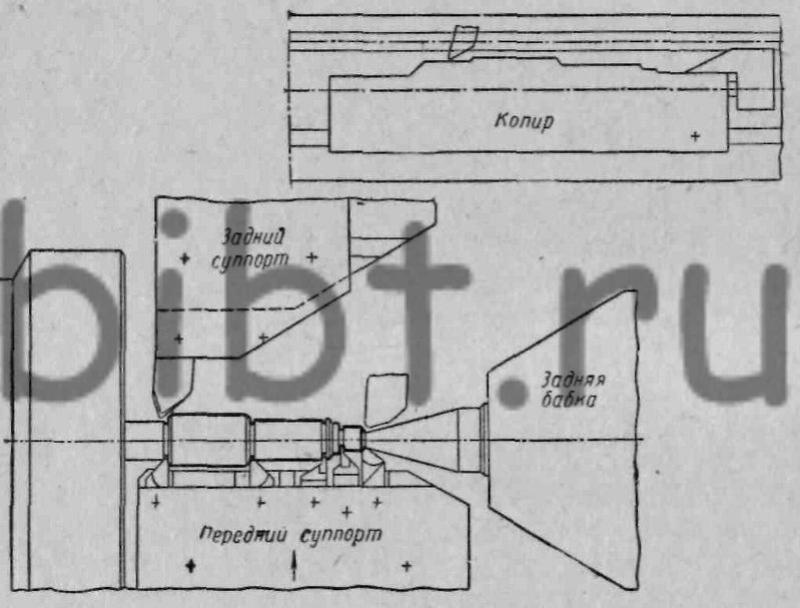
Рис. 143. Схема обтачивания на гидрокопировальном полуавтомате
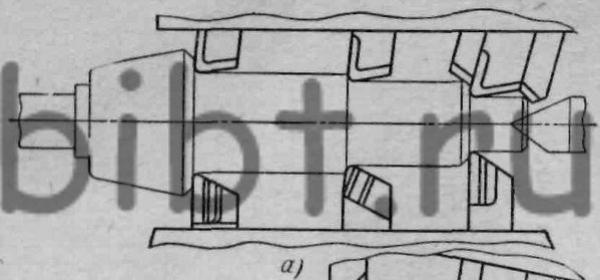
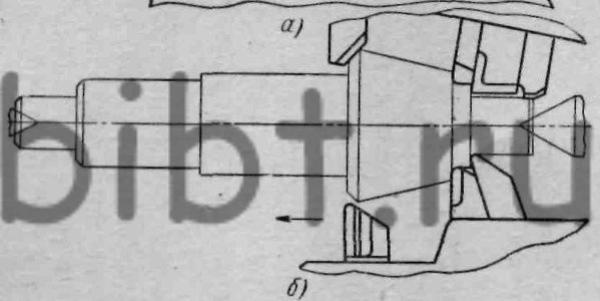
Рис. 144. Схема обработки на многорезцовом токарном станке:а — первая операция; б — вторая операция
Многорезцовые одношпиндельные полуавтоматы для обработки деталей типа валов имеют следующие недостатки по сравнению с гидрокопировальными полуавтоматами:
1) меньшую плавность работы станка;
2) более низкую точность обработки;
3) большую длительность переналадки;
4) необходимость в более мощных электродвигателях для полного использования режущих свойств твердосплавных инструментов;
5) возможность обработки каждой поверхности обрабатываемой заготовки лишь за один проход в каждой операции.