
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Бесцентрово-шлифовальные станки.
При значительных программах выпуска для обработки цилиндрических и коротких фасонных и конических поверхностей применяют бесцентровые шлифовальные станки, устроенные следующим образом (рис. 164).
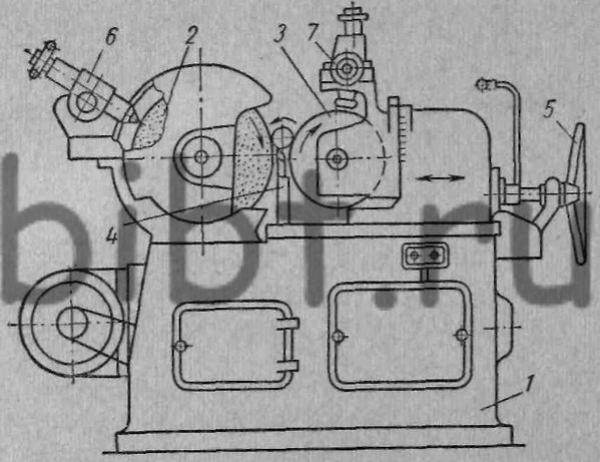
Рис. 164. Бесцентрово-шлифовальный станок
На станине 1 помещена бабка рабочего шлифовального круга 2 и бабка ведущего круга 3. Между ними находится опорная линейка 4, на которую помещается обрабатываемая заготовка. Бабка ведущего круга может подаваться в сторону рабочего круга механически или вручную штурвалом 5. Правка кругов производится механизмами 6 и 7, расположенными над кругами.
Рабочий и ведущий
шлифовальные круги вращаются с разной скоростью в одном направлении.
Скорость вращения рабочего круга 30—40 м/сек, а ведущего в
120—150 раз меньше. Обрабатываемая заготовка вращается со
скоростью, близкой к скорости ведущего круга.
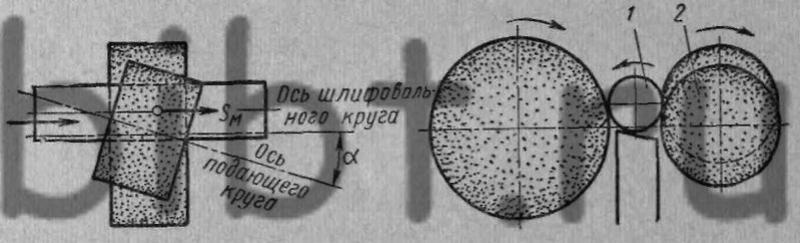
Рис. 165. Схема бесцентрового шлифования
Если ось ведущего круга 3 наклонить к оси вращения заготовки (рис. 165), то возникает составляющая сила, под действием которой заготовка будет двигаться вдоль своей оси со скоростью продольной подачи:
sм = vк • sin αη мм,
где vк — 15 ÷ 25 м/мин — скорость вращения ведущего круга;
α — угол наклона оси этого круга в град;
η = 0,97 ÷ 0,99 — коэффициент, учитывающий проскальзывание между обрабатываемой заготовкой и ведущим кругом.
Поверхность ведущего круга имеет форму гиперболоида вращения, поэтому контакт между этим кругом и обрабатываемой заготовкой имеет линейный характер.
Цилиндрические поверхности заготовок, форма которых позволяет пропустить их между шлифовальными кругами, шлифуют с продольной подачей. В этом случае обычно станок работает автоматически: круги установлены на определенном расстоянии друг от друга, а обрабатываемые заготовки автоматически (по лотку) попадают на опорную линейку из бункера-магазина и продвигаются между кругами. При износе кругов сверх допустимого оси их сближают вручную или с помощью автоматических подналадчиков.
Короткие поверхности заготовок, которые нельзя пропускать между кругами, а также фасонные и конические поверхности шлифуют методом врезания. Для этого обрабатываемые заготовки укладывают на опорную линейку и вручную или механически подают ведущий круг в сторону шлифующего до упора. Обработанная деталь выталкивается особым выталкивателем.