
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Слесарные работы.
Основные виды слесарных работ следующие: рубка металла, резка металла, ручная правка и гибка деталей, опиливание, обработка отверстий (сверление, зенкерование, развертывание), нарезание резьб вручную, клепка, шабрение, притирка, паяние и лужение.
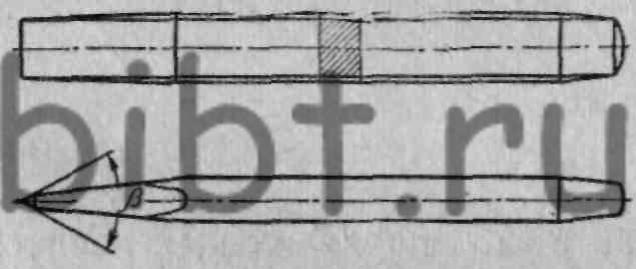
Рис. 175. Зубило
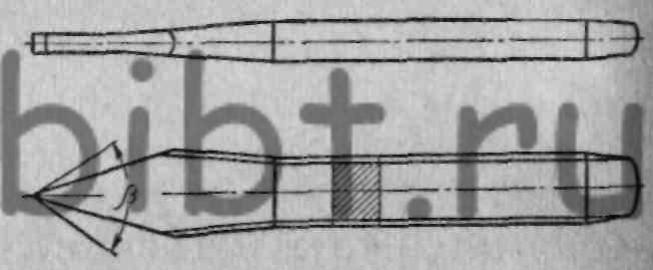
Рис. 176. Крейцмейсель
Рубку металла вручную производят зубилом (рис. 175), ударяя по нему молотком («ручником»). Вырубание канавок производят крейцмесселем (рис. 176). Для выравнивания неровностей применяют также пневматические зубила.
Резку металлов вручную производят ручными ножовками, в которых ножовочное полотно натянуто в станке при помощи винта с барашком. Резку листовых материалов производят ручными ножницами для металла разнообразных конструкций.
Правка деталей вручную производится на правильных плитах, наковальнях и оправках ударами молотка. Гибку производят в холодном или горячем состоянии в тисках или в особых приспособлениях.
Опиливанием удаляют слои металла до 2 мм при помощи напильников. Они разделяются на драчевые (для грубого опиливания), личные (для чистового опиливания), бархатные для отделочного опиливания. Длина напильников бывает от 100 до 400 мм. Напильники бывают плоские, трехгранные, квадратные, круглые, полукруглые и др. Существуют механические напильники, применяемые при слесарных работах.
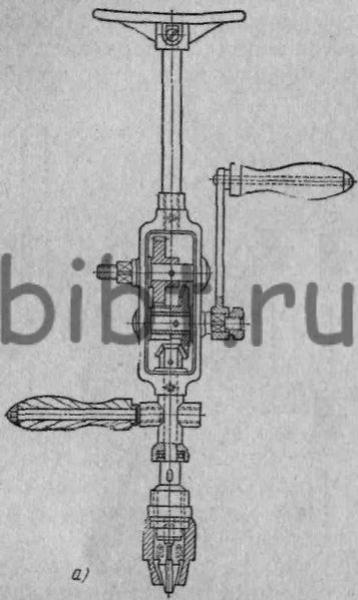

Рис. 177. Дрели: ручная (а) и электрическая (б)
Сверление отверстий при слесарной обработке производят ручными, электрическими или пневматическими дрелями (рис. 177). При применении электрических и пневматических дрелей могут быть просверлены отверстия диаметром до 25 мм.
Зенкерование и развертывание производят, закрепляя режущий инструмент в воротки, поворачиваемые вручную. Ручные развертки бывают цилиндрические и конические.
Нарезание резьб вручную производят слесарными метчиками и плашками. Нарезание резьб в отверстиях производят последовательно двумя пли тремя метчиками, помещаемыми в воротки.

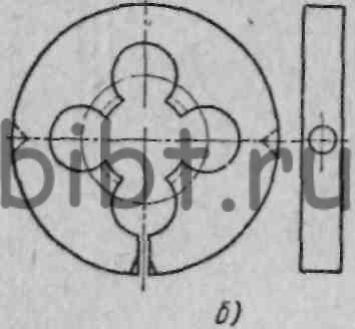
Рис. 178. Резьбовые плашки (б и в) и клупп (а)
Для нарезания вручную наружных резьб применяют плашки, которые бывают круглыми (рис. 178, а) и призматическими. Круглые плашки (цельные или разрезные) закрепляют в плашкодержателях (рис. 178, б). Призматическая плашка состоит из двух половин, закрепляемых в клуппе (рис. 178, в).
Клепка вручную производится холодными или нагретыми заклепками с помощью молотков и обжимок для придания нужной формы замыкающей головке заклепки.
Шабрение производят для обеспечения плотного прилегания двух сопрягаемых поверхностей детали. Процесс шабрения заключается в соскабливании тонких слоев металла особым инструментом — шабером, приводимым в движение вручную или механически.
Вначале выявляют неровности на поверхности, подлежащей обработке. Для этого ее приводят в соприкосновение с сопрягаемой деталью или с проверочной плитой или оправкой, покрытых тонким слоем краски (синька или сажа с маслом). После взаимного перемещения сопряженных поверхностей на той, которая подлежит обработке, выступающие места поверхности будут окрашены. В этих местах металл соскабливается шабером. Этот процесс повторяется неоднократно до тех пор, пока количество пятен, оставшихся на обрабатываемой поверхности, не будет соответствовать требуемому, а распределение пятен по поверхности будет равномерным. Количество пятен устанавливается путем их подсчета при наложении контрольной рамки размером 25x25 мм.
В зависимости от характера обрабатываемой поверхности применяют шаберы различной формы (плоские, трехгранные, полукруглые и др.).
Слесарная притирка бывает двух видов: притирка сопрягаемых поверхностей друг с другом и обработка поверхности инструментом — притиром.
В первом случае сопрягаемые поверхности покрывают смесью абразива с маслом и перемещают вручную или дрелью относительно друг друга, пока не будет достигнута требуемая плотность сопряжения.
При обработке притиром поверхность детали перемещают относительно этого инструмента или, наоборот, притир относительно детали. Поверхность притира покрывают смесью абразива с маслом или с химически активной жидкостью.
Притиры изготовляют из серого чугуна, бронзы, латуни, дерева. Они бывают в виде плит и круглых цилиндрических или конических скалок в зависимости от формы обрабатываемой поверхности.
Ручная притирка — длительный и дорогостоящий процесс, применяемый лишь при малых программах выпуска.