
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Разливка стали.
Процесс разливки стали и последующего ее охлаждения оказывает существенное влияние на получение высококачественного металла. Существует разливка стали в изложницы и непрерывная разливка.
Изложницы —это металлические (обычно чугунные) формы с круглой, многоугольной или квадратной формой поперечного сечения. Форма сечения изложницы зависит от дальнейшего использования слитка; квадратные изложницы применяют для проката и поковок; шести- и восьмигранные — для поковок; прямоугольные — для прокатки листов; круглые — для прокатки цельнотянутых труб; специальные профили —для различных назначений.
Разливка стали в изложницы может производиться в каждую имеющую дно изложницу отдельно сверху или одновременно в несколько изложниц, не имеющих дна, снизу сифоном. В последнем случае металл из ковша заливается в общий литник 1, из которого по горизонтальным каналам 3 поддона он расходится по изложницам 2, поставленным по нескольку штук на металлический поддон (рис. 7).
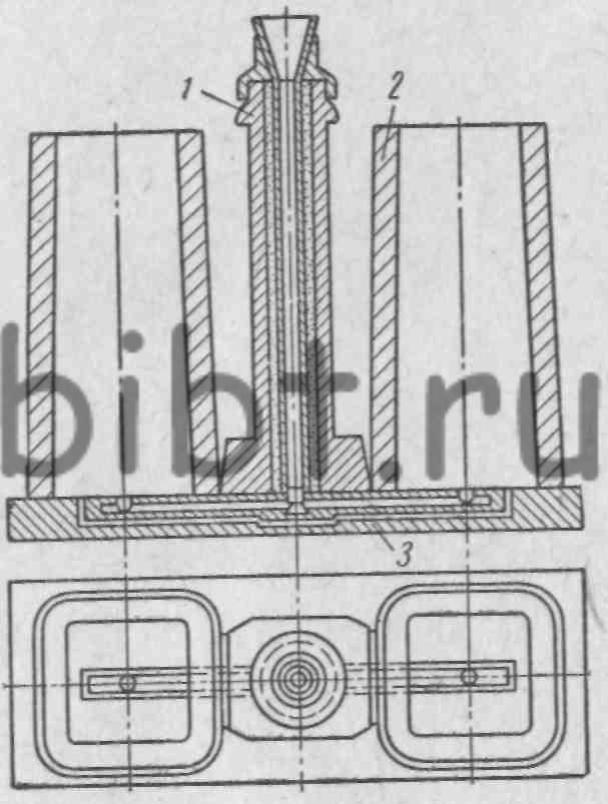
Рис. 7. Сифонная разливка стали
Первый способ применяют при получении крупных слитков (до 100 т) и при разливке так называемой «спокойной стали», т. е. полностью раскисленной в печи или в ковше и застывающей в изложнице спокойно. «Кипящая» сталь, раскисленная неполностью в печи, при заливке в изложницы бурлит в результате выделения окиси углерода при охлаждении стали. Разливку «кипящей» стали производят сифонным способом, который применяют и при изготовлении мелких и средних слитков (до 100 шт.) одновременно.
При разливке сверху усадочная раковина, образующаяся под коркой, получается меньше, так как горячий металл поступает в верхнюю часть слитка.
При сифонном способе одной струей можно заливать несколько изложниц; поверхность слитков получается более чистой.
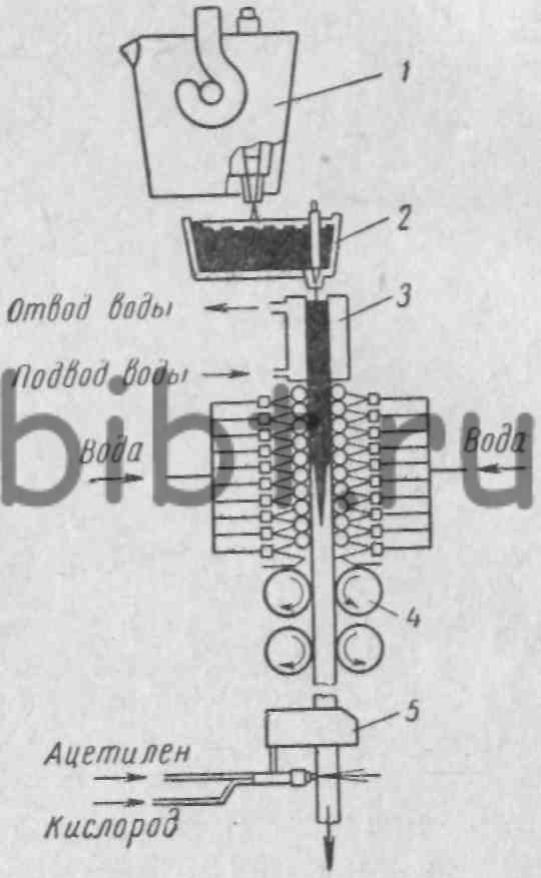
Рис. 8. Схема непрерывной разливки стали
Наиболее совершенный способ разливки стали (изобретенный в СССР) — непрерывная разливка, заключающаяся в том, что жидкий металл из ковша 1 (рис. 8) через промежуточную емкость 2 непрерывно поступает в кристаллизаторы 3, охлаждаемые водой. Далее затвердевающий металл формируется прокаткой между валками 4 и потом разрезается на куски газорезками 5. Куски стали кантователями укладываются на элеваторы.
Рассмотренный способ разливки стали имеет следующие достоинства:
1) при получении заготовок небольшого сечения исключается необходимость применения дорогостоящих обжимных станов (блюмингов);
2) исключается необходимость в изложницах, поддонах и т. д.;
3) отсутствуют прибыльные части слитков, что позволит съэкономить до 20% металла.
Таким образом, слитки из сталеплавильных цехов при применении непрерывной разливки стали могут направляться в горячем состоянии непосредственно в прокатку, что обусловливает значительную экономическую эффективность такого непрерывного цикла производства стали.