
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Виды баз.
Термин база происходит от греческого слова «базис» — основание.
В технологии механической обработки различают следующие виды баз:
- конструкторские,
- технологические,
- сборочные.
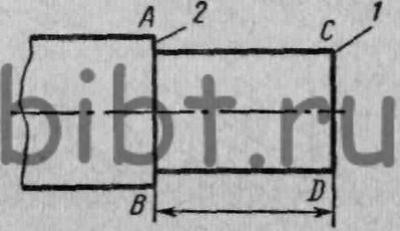
Рис. 180. Конструкторская база
Понятие конструкторская база относится к чертежу детали. Под ним подразумевают линию или точку чертежа, по отношению к которой ориентированы другие линии или точки. Так как по чертежу нельзя сказать, какая из двух линий ориентирует другую, необходимо знать направление ориентирующего размера. Это направление определяется порядком выполнения обработки той или иной поверхности, форма и положение которой в детали поясняется ее чертежом.
Иначе говоря, понятие конструкторская база приобретает смысл лишь при рассмотрении технологического процесса обработки детали. Например, конструкторской базой для линии АВ на рис. 180 будет линия CD, определяющая поверхность 1, обрабатываемую раньше, чем поверхность 2, определяемую линией А В на чертеже.
Технологические базы подразделяют на установочные и измерительные.
Установочные базы, в свою очередь, подразделяются на опорные и проверочные.
В большинстве случаев (в серийном и массовом производствах) для обработки на станке заготовки устанавливают в приспособления или на столы станков, не производя выверки правильности их положения. В этих случаях правильность положения установленной заготовки обеспечивается автоматически, путем контакта ее поверхностей с соответствующими элементами приспособления, с последующим зажатием заготовки.
Те поверхности
заготовки, при контакте которых с установочными элементами
приспособления она автоматически занимает нужное положение в
требуемом направлении с достаточной точностью, называют опорными
установочными базами.
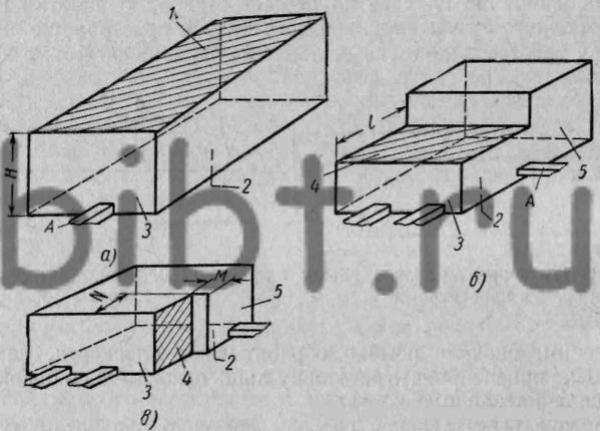
Рис. 181. Установочная база
Не все поверхности заготовки, контактирующие с элементами приспособления, являются установочными базами: например, при фрезеровании плоскости 1 (рис. 181, а) требуется лишь выдержать с заданной точностью размер Н, в направлении которого и должна быть правильно ориентирована заготовка так, чтобы поверхность после обработки была параллельна ранее обработанной поверхности, служащей в данном случае опорной установочной базой.
Поверхность должна упираться в установочное приспособление, так чтобы заготовка при обработке не сдвинулась под действием сил резания. Поверхность 3 не является установочной базой, так как она не ориентирует положение заготовки в направлении, важном для обеспечения нужной точности обработки. Такое направление определяется размером H.
Однако, если требуется обработать поверхность 4 (рис. 181, б) ориентированную на чертеже заготовки размерами h и l, то опорными установочными базами уже будет не только поверхность 2, но и поверхность 3, поскольку от их положения на станке зависит положение поверхности 4 (после ее обработки) относительно поверхности 2 и 3.
В примере, показанном на рис. 181, в, для обработки поверхности 4 необходимо лишить заготовку всех степеней свободы, чтобы обеспечить достижения заданных размеров N и M, т. е. требуемого положения поверхности 4 после ее обработки относительно поверхностей 1, 2, 3, 5.
В некоторых случаях поверхности заготовки обрабатывают специально для базирования по ним в процессе обработки. Такие поверхности называют вспомогательными установочными базами. Например, почти все ступенчатые валы обтачивают и шлифуют, базируя их по центровым отверстиям, специально обработанным для этой цели, в торцах валов.
Если изготовлять специальные установочные приспособления для заготовок на станке невыгодно (например, установки в единичном или в мелкосерийном производстве), то для придания нужного положения осуществляют выверку заготовки на станке. Для этого ее устанавливают на домкратики или регулируемые подкладки и выверяют (с помощью рейсмасса или, более точно, с помощью индикаторного устройства) положение той поверхности, которая принята за установочную базу относительно стола станка или его шпинделя.
Поверхность, по которой выверяется положение заготовки, называется проверочной установочной базой.
К такой выверке прибегают, например, при установке заготовки в четырехкулачковый патрон на токарном станке. При применении самоцентрирующего (трехкулачкового) патрона обеспечивается автоматическое занятие нужного положения заготовки относительно оси вращения шпинделя. Поверхность, зажатая в трехкулачковом патроне, будет опорной установочной базой.
Измерительными базами называют поверхности деталей, от которых производят отсчет размеров при измерении или производят контроль правильности положения других поверхностей детали относительно этих баз (проверку биения, неперпендикулярности и т. д.).
Сборочными базами называют те поверхности деталей, по которым они ориентируются по отношению к другим деталям в собранной машине или ее отдельном механизме.