
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Припуски на обработку.
Припуск — слой металла, оставляемый у заготовки для ее обработки. Припуски на обработку бывают межоперационными и общие.
Межоперационный припуск (иногда называемый промежуточным) — это слой металла, оставляемый для выполнения одной технологической операции. Общий припуск на обработку — это слой металла, оставляемый для выполнения всех технологических операций, в результате которых получают готовую деталь, соответствующую чертежу и техническим условиям.
Припуск на обработку не может быть постоянной величиной, так как размеры поверхности до и после выполнения перехода могут колебаться в пределах допуска на выполнение предшествовавшего и данного перехода.
Различают понятия минимальный, номинальный и максимальный припуск и на обработку.
Минимальный припуск, т. е. наименьший слой металла, снимаемый при обработке, есть разность между наименьшим размером после выполнения данного перехода.
Номинальный припуск на обработку есть разность между номинальными размерами поверхности после предшествовавшего и после данного перехода.
Максимальный припуск есть разность между наименьшим размером поверхности после выполнения предшествовавшего перехода и наибольшим ее размером после выполнения данного перехода.
Таким образом, минимальный припуск равен номинальному минус допуск на выполнение данного перехода (рис. 189).
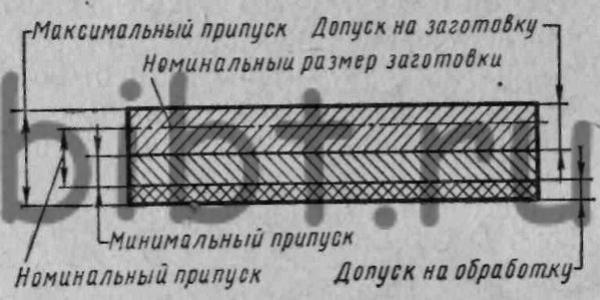
Рис. 189. Схема для расчета припуска на обработку
Для того чтобы обеспечить получение качественной поверхности после выполнения определенного перехода, необходимо удалить некоторый минимальный слой металла (гарантийный или минимальный припуск). Его величина зависит от толщины дефектного слоя,оставшегося после предшествовавшей обработки, высоты микронеровностей, погрешностей в положении поверхности после предшествующей обработки, а также погрешности в установке детали при данной обработке.
Существуют нормативные данные для определения величин факторов, обусловливающих численное значение припуска на обработку, суммируя которые можно рассчитать величину минимального припуска. Имеются также ГОСТы на значения общих припусков на обработку отливок и поковок.
Величина общего припуска на обработку зависит от многих факторов, основные из которых следующие: размеры и конструктивные формы заготовки; материал заготовки; способ изготовления заготовки; величина дефектного слоя на обрабатываемой поверхности; степень деформации заготовки при ее термической обработке; величина погрешности установки, зависящая от способа установки заготовки на станке.
Припуски на обработку должны быть наименьшими, чтобы расход металла и затраты на обработку были минимальными, но в то же время эти припуски должны быть достаточными, чтобы обеспечить нужную форму детали и нужное качество ее поверхностей после обработки.