
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Обработка торцов и центрование заготовок.
Для придания правильной формы и положения торцов заготовок перед образованием в них центровых отверстий (служащих базами для последующего обтачивания и шлифования) торцы их обрабатывают одним из следующих способов:
подрезают на токарных станках;
фрезеруют торцовыми фрезами на горизонтально-фрезерных станках поочередно с обеих сторон;
фрезеруют на особых барабанных торцефрезерных станках одновременно с обеих сторон или фрезеруют на многопозиционных фрезер-но-центровальных станках с одновременной обработкой центровых отверстий.
Первые два способа применяют при малых и средних программах выпуска, следующие два — при больших (главным образом в массовом производстве).
Центрование заготовок применяют почти во всех случаях изготовления валов. Отверстия являются вспомогательными установочными базами и от правильности их выполнения зависит точность обработки внешних поверхностей вала.

Рис. 191. Центровые отверстия без предохранительного конуса
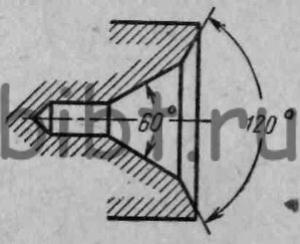
Рис. 192. Центровые отверстия с предохранительным конусом
Формы и размеры центровых отверстий регламентированы ГОСТом, который предусматривает два вида таких отверстий (рис. 191 и 192). Второй вид применяют, когда необходимо предохранить центровое отверстие от возможных повреждений, так как центровое отверстие в последующем предполагается использовать для установки детали на станке для ремонта, заточки (если это отверстие в инструменте) или для эксплуатации деталей на центрах (центровые оправки для обтачивания или шлифования деталей).
Для образования центрового отверстия первого вида при малых программах выпуска сначала сверлят его спиральным сверлом, затем обрабатывают коническим зенкером.
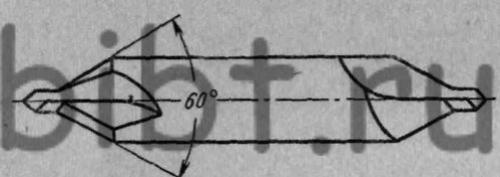
Рис. 193. Комбинированное центровальное сверло
При
значительных программах выпуска применяют комбинированные
центровочные сверла (рис. 193).
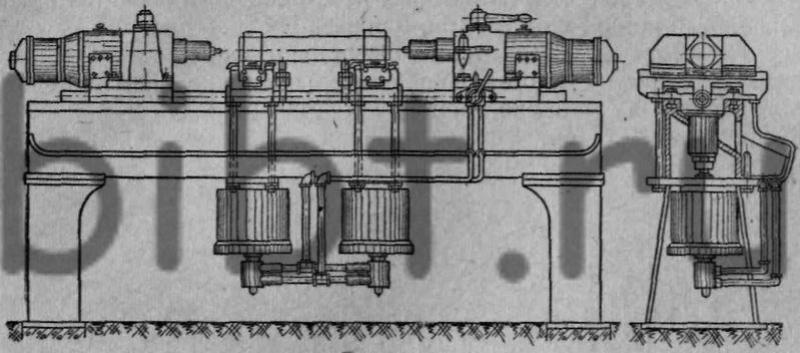
Рис. 194. Центровальный станок
Центрование крупных заготовок при малых программах выпуска производят по разметке ручными дрелями. Мелкие же и средние валы центруют чаще всего на центровальных станках (рис. 194).
При больших программах выпуска широко применяют фрезерно-центровальные полуавтоматы и автоматы, на которых в одной позиции производят установку заготовки, подлежащей обработке, и снятие обработанной детали, на второй позиции одновременно производится фрезерование ее обоих торцов, а на третьей, в то же время, образование центровых отверстий с обеих сторон вала.